Lotti minimi e varietà infinita
Il controllo KR C4 domina un’infinita varietà
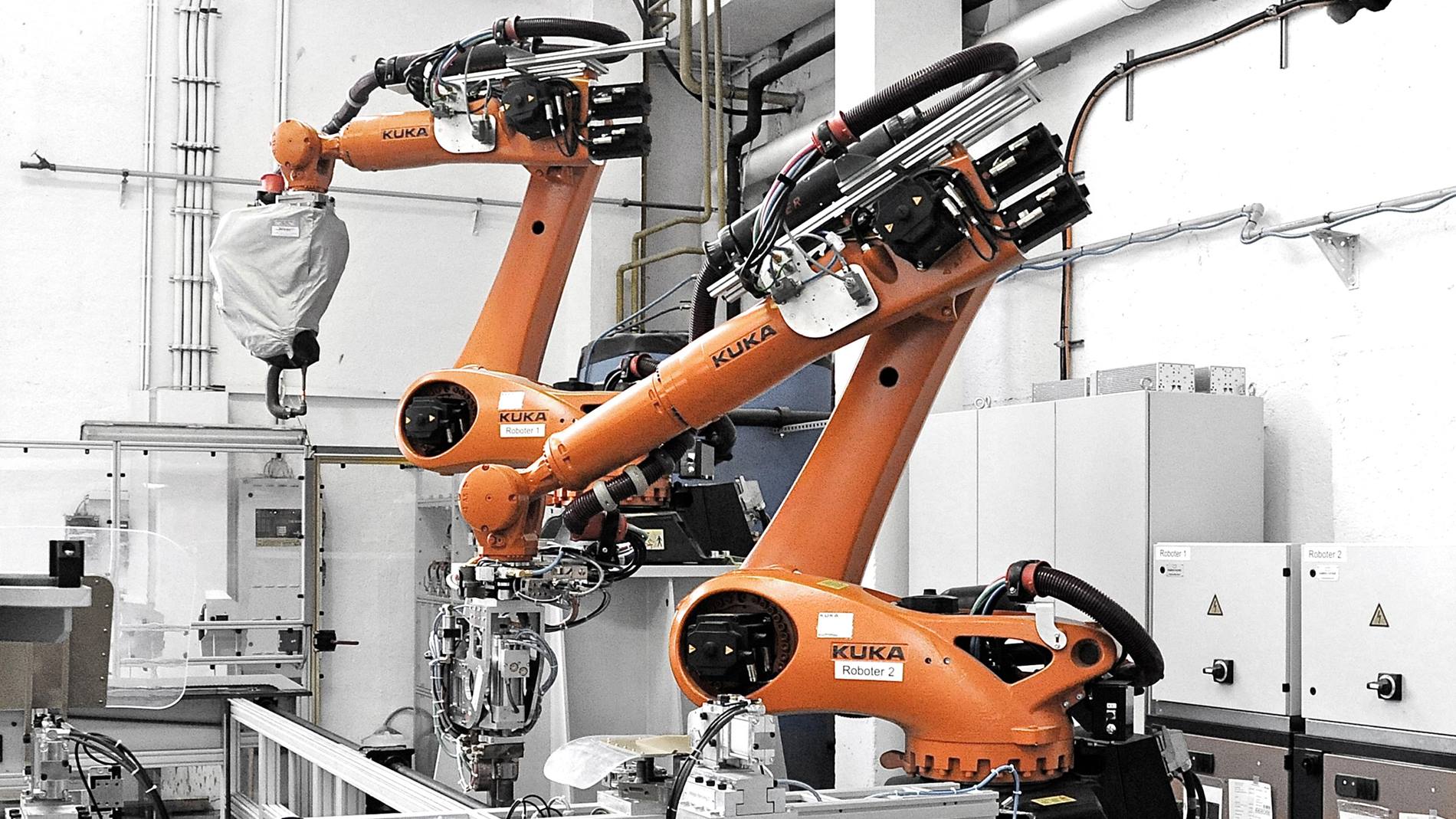
Mentre l'operatore è impegnato in operazioni di caricamento e serraggio su un punto laterale della tavola di cambio, dall'altra parte ha luogo l'attività vera e propria che inizia con le prime operazioni di saldatura da parte di entrambi i robot KR QUANTEC. Il robot 1, montato su un basamento per un raggio d'azione massimo e dotato di pinza portaelettrodi speciale, esegue la saldatura a rilievo. Il robot KR QUANTEC può così contemporaneamente unire il guscio esterno in alto e in basso con la guida esterna.
Parallelamente, il robot 2, anch'esso montato su basamento, si dedica alla saldatura a punti della guida a U aperta con il lato inferiore del battente. La sua attività è più rapida della saldatura a rilievo e mentre il robot 1 sta ancora saldando, il robot 2 scambia rapidamente, tramite il sistema di cambio utensile Stäubli Connectors, la pinza portaelettrodi con una pinza di presa a vuoto e si trasforma in specialista della movimentazione.
Non appena ha completato tutte le saldature a rilievo, il robot 2 preleva il battente e si porta sulla stazione di punzonatura, dove vengono praticate diverse serie di fori. Al termine della punzonatura, il robot porta il battente su una pressa che schiaccia appena le lamiere sporgenti su un lato per escludere ogni pericolo di lesioni. L'attività del robot termina con il deposito su un pallet del battente definitivamente pronto per il montaggio.
Per garantire questa varietà tecnicamente infinita di prodotti, Meiller Aufzugtüren si affida conseguentemente a programmi di lavorazione basati su parametri. Al momento di avviare l'impianto l'operatore si limita a selezionare il materiale – acciaio inossidabile, acciaio zincato elettroliticamente o a fuoco – nonché la lunghezza e larghezza del battente. Tutto il resto è compito del controllo robot. Il KR C4 calcola non solo i movimenti del robot incluso il controllo della collisione, bensì anche i parametri e la posizione di ogni singolo punto di saldatura, il numero e la posizione delle punzonature richieste, nonché la posizione dei dispositivi di serraggio.

