Nejmenší velikosti sérií a nekonečná rozmanitost variant
Řídicí systém KR C4 zvládá neomezenou rozmanitost
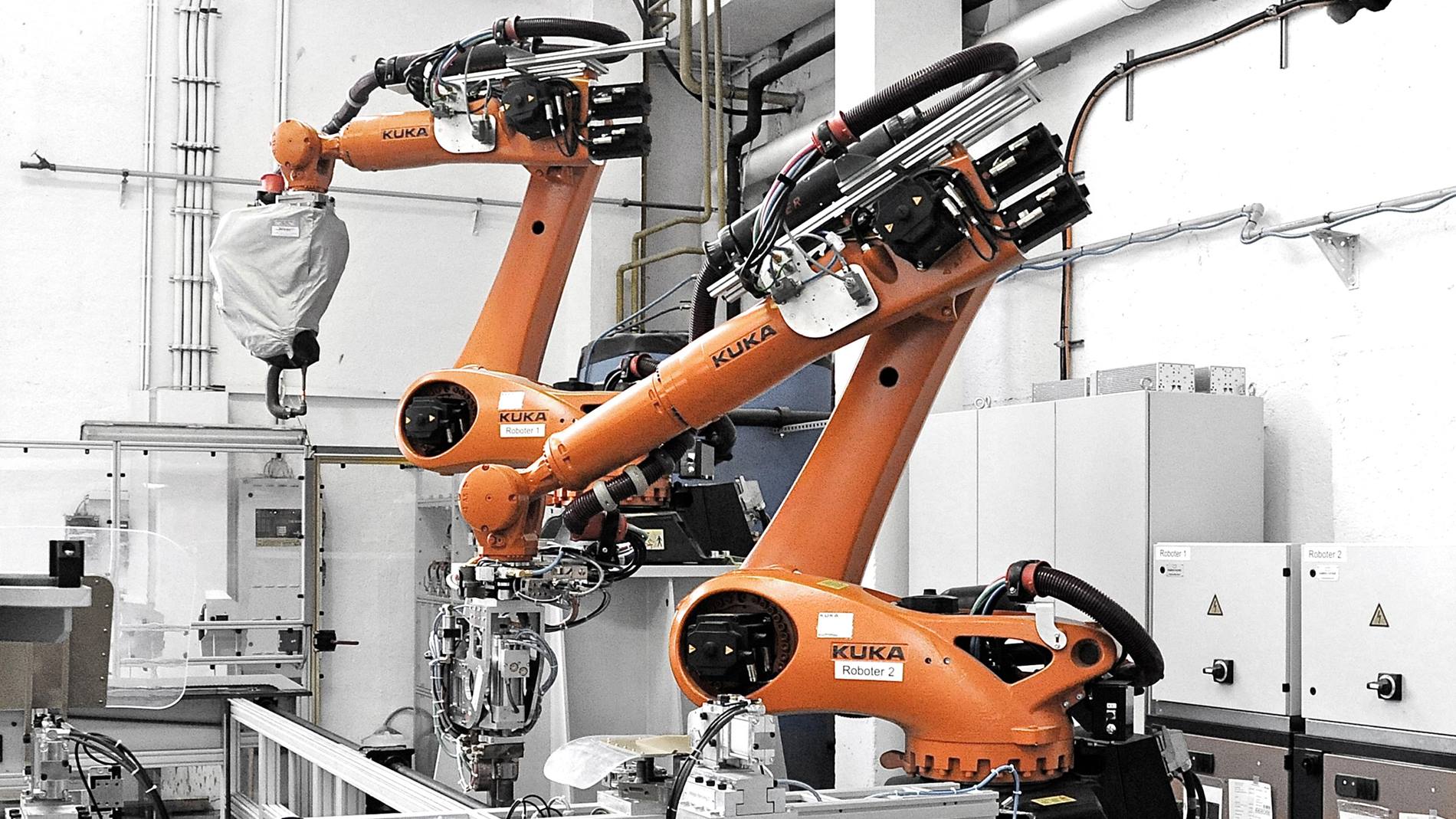
Zatímco je obsluha na jedné straně výměnného stolu zaměstnána osazováním a upínáním, na druhé straně již probíhá zpracování: V prvním kroku začnou oba roboty KR QUANTEC provádět následující kroky svařování. Robot 1 pro maximální dosah, namontovaný na jednom soklu a vybavený speciálními svařovacími kleštěmi, provádí bradavkové svařování. Tím může robot KR QUANTEC spojovat vnější pánev současně nahoře a dole s vnější lištou.
Paralelně s tím přebírá rovněž na soklu namontovaný robot 2 bodové svařování otevřené kolejnice U s dolní stranou dveřního křídla. Postup je proveden rychleji než při bradavkovém svařování a zatímco robot 1 ještě provádí svařování, vymění robot 2 rychle své svařovací kleště pomocí automatického systému výměny nástrojů firmy Stäubli Connectors za vakuový chapač a stane se z něj manipulační specialista.
Jakmile jsou všechny postupy bradavkového svařování dokončeny, odebere robot 2 dveřní křídlo a pojíždí s ním k razicí stanici, na které jsou umístěny různé řady otvorů. Po ražení přepraví robot dveřní křídlo k lisu, který na rohu lehce stlačí přečnívající plechy, aby se vyloučilo nebezpečí zranění. Práce robota končí odložením dveřního křídla, hotového pro montáž bez potřeby dohotovení, na paletu.
Aby bylo možné zvládnout neomezenou výrobně technickou rozmanitost, sází firma Meiller Aufzugtüren důsledně na parametrizované obráběcí programy. Obsluha volí před spuštěním zařízení jen materiál – ušlechtilou ocel, eloxovanou pozinkovanou nebo pozinkovanou ocel – jakož i délku a šířku dveřního křídla. Vše ostatní je záležitostí řídicího systému robota. Robot KR C4 vypočte nejen pohyby robotu včetně kontroly kolizí, ale také parametry a polohu každého jednotlivého svařovacího bodu, počet a polohu požadovaných vysekávání, jakož i polohu upínacích zařízení.

