Ultra-small batch sizes and countless variants
KR C4 copes with the limitless variety
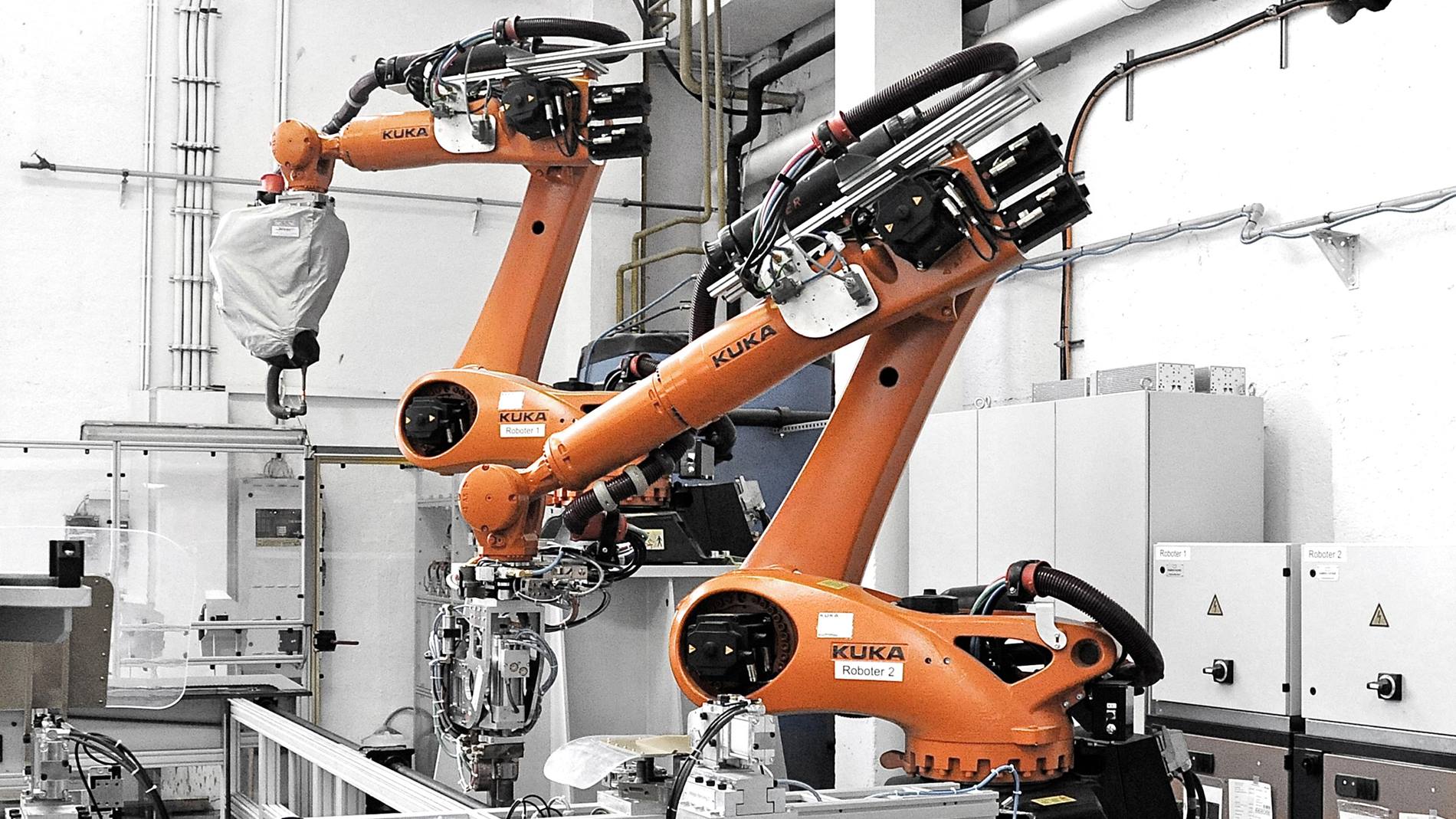
While the operator on one side of the changing table is busy loading and clamping, the other side is already getting down to business: in the first step, both KR QUANTECs make a start on the welds that are required. Robot 1, mounted on a pedestal for maximum reach and equipped with a special welding gun, carries out the projection welding. As a result, the KR QUANTEC can connect the top and bottom of the outer shell with the outer rail simultaneously. Robot 2, also pedestal-mounted, simultaneously spot-welds the open U-rail to the underside of the door panel.
This procedure takes less time than the projection welding, so while robot 1 is still welding, robot 2 quickly swaps over its welding gun for a vacuum gripper using an automatic tool change system from Stäubli Connectors, thereby mutating into a handling specialist. Once all the projection welds have been completed, robot 2 picks up the door panel and moves it to the stamping station where various rows of holes are punched into it. Following stamping, the robot moves the door panel to a press which lightly compresses the projecting sheets of metal in one corner, in order to rule out the potential of injury.
The robot's job ends when the door panel is placed on a pallet, at which stage the panel is ready to install without requiring further reworking. In order to cope with the limitless variety in terms of production engineering, Meiller Aufzugtüren makes consistent use of machining programs with parameter settings. When the system starts, the operator merely selects the material – stainless steel, galvanized steel or hot-dip galvanized steel – as well as the length and width of the door panel. The situation with the robot controller is quite different. The KR C4 not only calculates the robot movements including monitoring for collisions, but also works out the parameters and position of every single spot weld, the number and position of the punching operations that are required as well as the position of the clamping fixtures.

