ขนาดล็อตเล็กที่สุดและความแตกต่างหลากหลายไม่สิ้นสุด
ระบบควบคุม KR C4 มีความหลากหลายไร้ขีดจำกัด
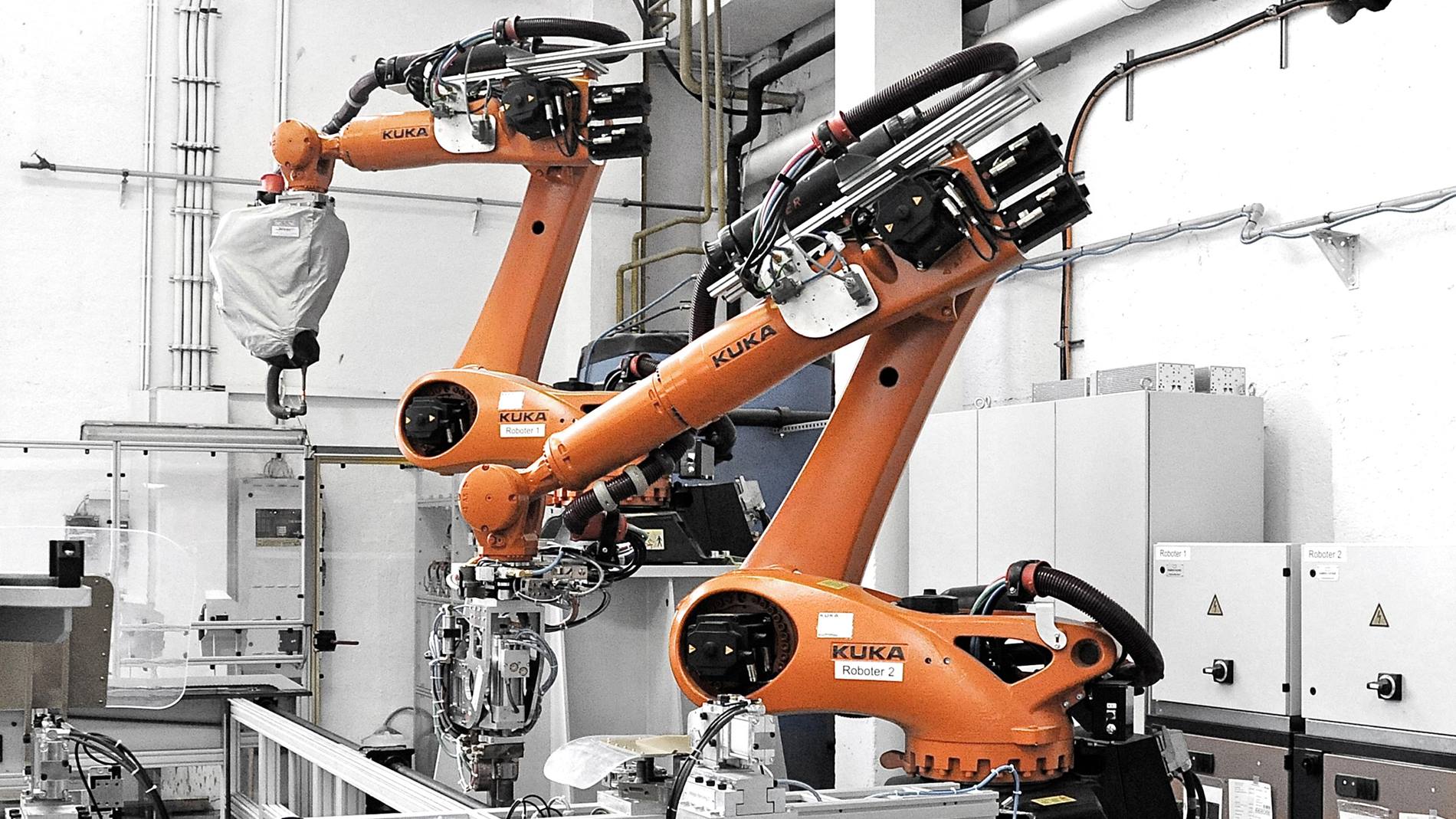
ระหว่างที่ผู้ปฏิบัติงานกำลังทำการประกอบและขึงชิ้นส่วนที่โต๊ะเปลี่ยน ในอีกด้านหนึ่งก็มีการทำงานด้วย: ในขั้นตอนแรก KR QUANTEC ทั้งคู่เริ่มทำงานเชื่อมที่รออยู่ หุ่นยนต์ 1 ที่มีระยะยืดสูงสุดซึ่งประกอบอยู่ในเบ้าและติดตั้งปืนเชื่อมพิเศษ จะทำการเชื่อมปุ่มยื่น โดยที่ KR QUANTECสามารถเชื่อมต่อเปลือกนอกด้านบนและเปลือกนอกด้านล่างกับรางด้านนอกได้พร้อมกัน
ในเวลาเดียวกัน หุ่นยนต์ 2 ที่ติดตั้งในเบ้าเช่นเดียวกันจะรับหน้าที่เชื่อมแบบจุดกับรางรูปตัวยูที่เปิดอยู่กับด้านล่างของแผงประตู ขั้นตอนจะดำเนินไปอย่างรวดเร็วกว่าการเชื่อมปุ่มยื่น และระหว่างที่หุ่นยนต์ 1 ยังคงเชื่อมอยู่ หุ่นยนต์ 2 จะเปลี่ยนปืนเชื่อมผ่านระบบเปลี่ยนเครื่องมืออัตโนมัติของ Stäubli Connectors อย่างรวดเร็วเป็นมือจับสุญญากาศและกลายเป็นผู้เชี่ยวชาญด้านการจัดการชิ้นงาน
ทันทีที่การเชื่อมปุ่มยื่นทั้งหมดสิ้นสุดลง หุ่นยนต์ 2 จะรับแผงประตูและเคลื่อนไปยังสถานีเจาะที่ทำชุดของรูต่าง ๆ หลังจากที่เจาะแล้วหุ่นยนต์จะนำแผงประตูไปยังเครื่องกด ที่กดมุมของแผ่นโลหะที่ยื่นออกมาเล็กน้อย เพื่อป้องกันอันตรายจากการบาดเจ็บ งานของหุ่นยนต์สิ้นสุดลงด้วยการวางแผงประตูที่เสร็จสิ้นกระบวนการประกอบแล้วโดยไม่มีงานอื่นตามมาบนพาเลท
เพื่อให้สามารถครอบคลุมเทคนิคการผลิตที่หลากหลายอย่างไร้ขอบเขต Meiller Aufzugtüren ได้จัดตั้งโปรแกรมประมวลผลการทำงานแบบกำหนดพารามิเตอร์อย่างคงที่ ผู้ปฏิบัติงานเลือกที่จุดเริ่มต้นเฉพาะวัสดุ – สแตนเลสสตีล เหล็กเคลือบดีบุกด้วยไฟฟ้า หรือเหล็กเคลือบดีบุกด้วยไฟ – รวมทั้งความยาวและความกว้างของแผงประตู งานอื่น ๆ ทั้งหมดนอกจากนี้เป็นหน้าที่ของชุดควบคุมหุ่นยนต์ KR C4 ไม่ได้คำนวณเพียงการเคลื่อนไหวของหุ่นยนต์รวมทั้งการเฝ้าระวังการชนกัน แต่ยังรวมถึงกำหนดพารามิเตอร์ของตำแหน่งจุดเชื่อมแต่ละตำแหน่ง จำนวนและตำแหน่งของการเจาะที่จำเป็น รวมทั้งตำแหน่งของอุปกรณ์ในการขึง

