A legkisebb lyukméretek és a változatok végtelen sokfélesége
Határtalan lehetőségek a KR C4 vezérlővel
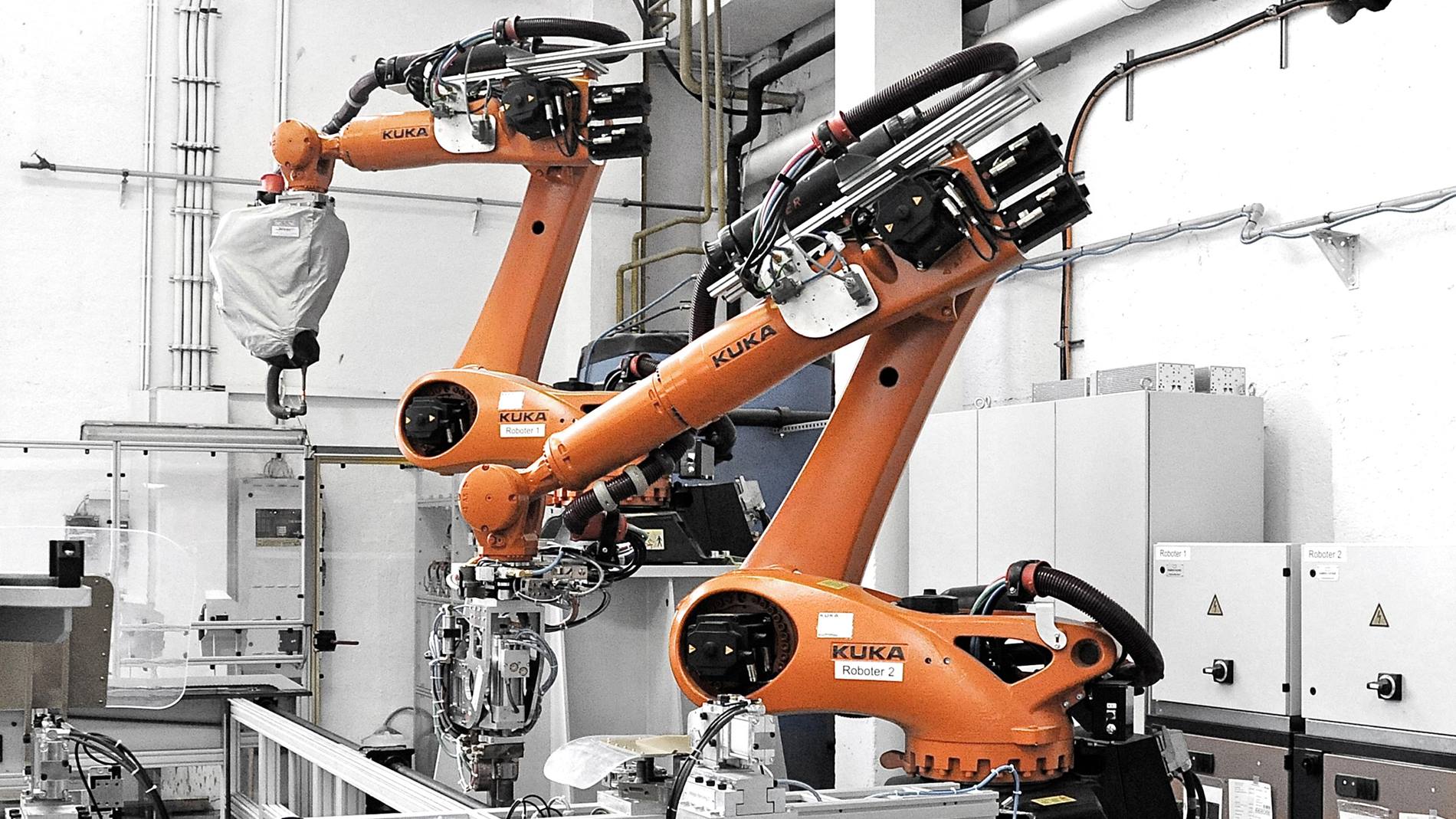
Míg a gépkezelő a váltóasztal egyik oldalán a felszereléssel és rögzítéssel foglalatoskodik, a másik oldalon a robot már a lényegre tér: első lépésként mindkét KR QUANTEC robot megkezdi a hegesztést. A maximális hatótávolság érdekében talapzatra szerelt és speciális hegesztőfogóval ellátott 1. robot végzi a dudorhegesztést. Így a KR QUANTEC robot a külső burkolatot a külső sínnel egyszerre köti össze fent és lent.
Ezzel egyidejűleg a szintén talapzatra szerelt 2. robot a nyitott U-sínt ponthegesztéssel az ajtólap aljára rögzíti. A folyamat gyorsabban zajlik, mint a dudorhegesztés, és amíg az 1. robot hegeszt, a 2. robot a Stäubli Connectors gyártmányú automatikus szerszámcserélő rendszerével gyorsan kicseréli a hegesztőfogót vákuumfogóra.
Amint elkészültek a dudorhegesztések, a 2. robot elveszi az ajtólapot, és a lyukasztóállomáshoz viszi, ahol az ajtóra különböző lyuksorok kerülnek. A lyukasztás után a robot egy préshez viszi az ajtót, ami a sarkokon kiálló lemezszéleket a sérülések elkerülése érdekében enyhén összenyomja. A robot feladata véget ér, amikor elhelyezi a kész, utómegmunkálást nem igénylő ajtólapot egy raklapon.
Hogy ez a határtalan sokféleség gyártástechnológiai szempontból is követhető és áttekinthető legyen, a Meiller Aufzugtüren következetesen paraméterezett megmunkálási programokat alkalmaz. A kezelő a berendezés indításakor csak az anyagot – nemesacél, galvanizált vagy tüzihorganyzott acél – valamint az ajtólap hosszát és szélességét választja ki. Minden egyebet a robotvezérlés végez. A KR C4 robot nem csupán az ütközésfelügyelettel kísért robotmozgásokat számítja ki, hanem minden egyes hegesztési pont paramétereit és helyzetét, a lyukasztások számát és helyzetét, valamint a rögzítőkészülékek helyzetét is.

