Tamaños de lote más reducidos y una gran variedad de variantes
El unidad de control KR C4 domina la diversidad ilimitada
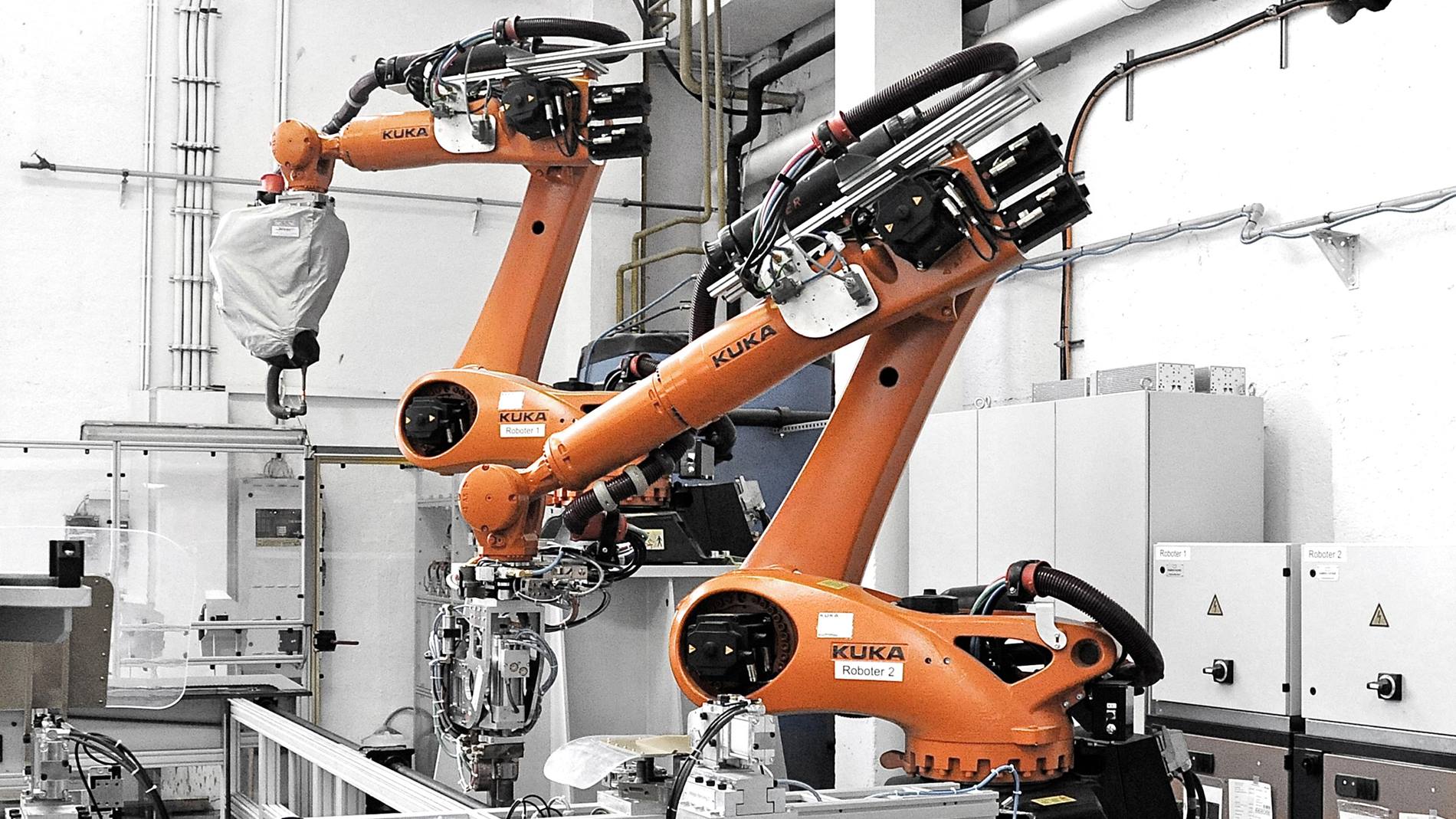
Mientras que en un lado de la mesa de cambio el operario está ocupado con la carga y la fijación, en el otro lado ya hay ajetreo: en el primer paso, los dos robots KR QUANTEC empiezan con las tareas de soldadura. El robot 1, dispuesto sobre un pedestal para obtener el máximo alcance y equipado con una pinza de soldadura especial, se ocupa de la soldadura por protuberancias. Esto permite al KR QUANTEC unir la cara exterior con el riel exterior por la parte de arriba y por la de abajo al mismo tiempo.
Simultáneamente, el robot 2, también montado sobre un pedestal, se ocupa de la soldadura por puntos del riel abierto en U con la parte inferior de la hoja de puerta. Este proceso es más rápido que la soldadura por protuberancias y, mientras el robot 1 sigue soldando, un sistema automático de cambio de herramienta de Stäubli Connectors se ocupa de sustituir la pinza de soldadura del robot 2 por una garra de vacío. De este modo, el robot se convierte en un robot de manipulación.
Una vez completada la soldadura por protuberancias, el robot 2 retira la hoja de puerta y la lleva a la estación de estampado, donde se le practicarán una serie de perforaciones. Tras el estampado, el robot lleva la hoja de puerta a una prensa que presiona ligeramente la chapa saliente en una esquina con el fin de evitar lesiones. El trabajo del robot finaliza con la colocación de la hoja de puerta sobre un palé, lista para el montaje y sin necesidad de posmecanizado.
Para poder afrontar técnicamente la variedad infinita de puertas, la empresa Meiller Aufzugtüren apuesta por programas de mecanizado parametrizados. Al poner en servicio la instalación, el operario sólo tiene que seleccionar el material (acero inoxidable, acero de galvanizado electrolítico o al fuego), la longitud y la anchura de la hoja de puerta. Del resto se ocupa el sistema de control del robot. El KR C4 calcula no solo los movimientos del robot (control de colisión incluido), sino también los parámetros y la posición de cada punto de soldadura, el número y la posición de los estampados necesarios, así como la posición de los dispositivos de sujeción.

