매우 작은 배치 크기 및 끝없는 다양성
무한한 다양성을 포괄하는 KR C4 컨트롤러
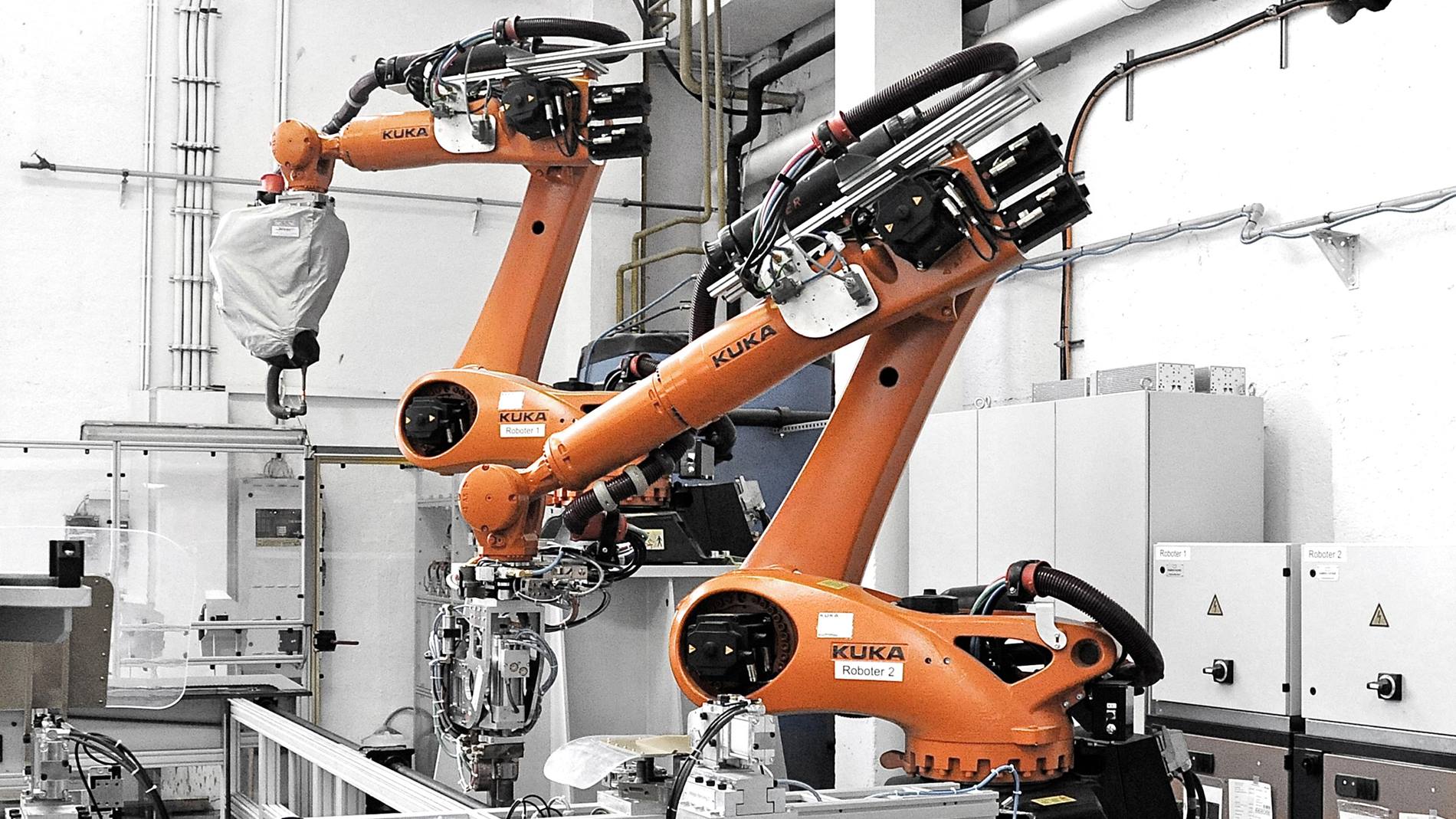
조작자가 교환 테이블의 일측면에서 장착 및 조임 작업을 하는 동안, 다른 측면에서는 다음과 같은 본래의 가공 작업이 수행됩니다. 첫 번째 단계에서 양측 KR QUANTEC 로봇이 필요한 용접 작업을 시작합니다. 최대 작업반경을 위해 페데스탈에 설치된 1번 로봇은 특수 용접건으로 프로젝션 용접을 수행합니다. 이런 방식으로 KR QUANTEC는 외측 쉘의 상단과 하단을 동시에 외측 레일에 연결할 수 있습니다.
같은 시간, 마찬가지로 페데스탈에 설치된 2번 로봇은 스폿 용접을 통해 열린 U 레일을 도어 리프의 하단면에 접합시킵니다. 이 과정은 프로젝션 용접보다 더 빨리 처리되므로 1번 로봇이 아직 용접 작업을 하는 동안, 2번 로봇은 Stäubli Connector 사의 자동 툴 교환 시스템을 이용해 용접건을 진공 그리퍼로 신속하게 교환하고 핸들링 전문가로 변신합니다.
모든 프로젝션 용접이 완료되는 즉시, 2번 로봇은 도어 리프를 픽업하고 다양한 보어가 천공되는 펀칭 스테이션으로 이동합니다. 펀칭 후 로봇이 도어를 프레스로 옮기면, 여기에서는 상해 위험의 방지를 위해 겹쳐진 판재의 코너가 가볍게 압착됩니다. 로봇의 임무는 후작업 없이 조립 가능한 상태로 완성된 도어 리프를 팔레트에 내려놓는 것으로 끝납니다.
거의 무한한 수의 모델을 기술적으로 완벽하게 처리하기 위해, Meiller Aufzugtueren 사에서는 파라미터로 개별적으로 설정 가능한 가공 프로그램을 사용하고 있습니다. 조작자는 시스템이 시작할 때 도어 리프의 재료(스테인리스 스틸, 전기아연도금 또는 용융아연도금 스틸) 및 길이와 폭만 선택하면 됩니다. 다른 모든 작업은 로봇 컨트롤러의 몫입니다. KR C4는 충돌 모니터링과 같은 로봇 동작만 계산하는 것이 아니라 각 용접 포인트의 위치와 파라미터, 요구되는 펀칭의 횟수와 위치 및 클램핑 장치의 위치도 계산합니다.

