Minimalne partie i nieskończona różnorodność
Układ sterowania KR C4 oferuje nieskończoną różnorodność
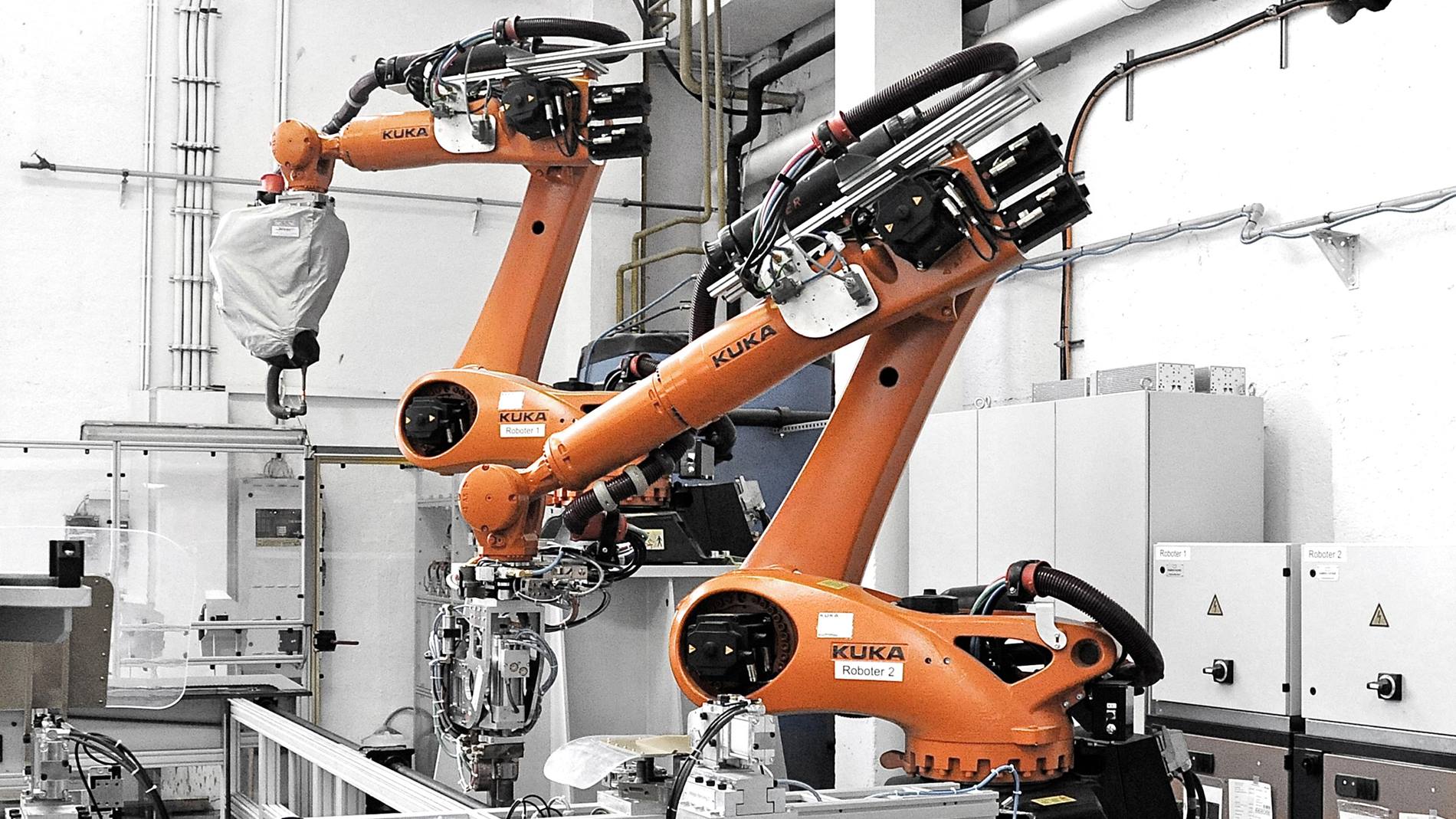
Podczas gdy operator po jednej stronie stołu roboczego jest zajęty zbrojeniem i mocowaniem detali, z drugiej strony proces nabiera prawdziwego tempa: W pierwszym etapie obydwa roboty KR QUANTEC rozpoczynają proces spawania. Robot 1, zamontowany na cokole dla maksymalizacji zasięgu i wyposażony w specjalny pistolet do zgrzewania, wykonuje spawanie garbowe. Dzięki temu KR QUANTEC może połączyć misę zewnętrzną równocześnie u góry i na dole z szyną zewnętrzną.
Równolegle do tego robot 2, także zamontowany na cokole, wykonuje spawanie punktowe otwartej szyny typu U ze spodnią stroną skrzydła drzwiowego. Proces przebiega szybciej niż spawanie garbowe i podczas gdy robot 1 nadal spawa, robot 2 wymienia pistolet do zgrzewania za pośrednictwem automatycznego systemu wymiany narzędzi firmy Stäubli Connectors na chwytak próżniowy z prędkością, czyniącą go prawdziwym specjalistą w zakresie manipulacji.
Po zakończeniu spawania garbowego robot 2 odbiera skrzydło drzwiowe i przejeżdża z nim do stacji perforowania, gdzie wykonywane są różne rzędy otworów. Po perforowaniu robot przenosi skrzydło drzwiowe do prasy, która w jednym narożniku lekko zgniata wystające elementy blachy, w celu wykluczenia ryzyka zranienia. Robot kończy swoje zadanie, odkładając gotowe do montażu skrzydło drzwiowe na palecie.
Aby w zakresie techniki produkcji móc podołać nieskończonej różnorodności wzorów, firma Meiller Aufzugtüren konsekwentnie wykorzystuje sparametryzowane programy obróbki. Po uruchomieniu instalacji operator wybiera tylko materiał – stal nierdzewną, stal ocynkowaną elektrolitycznie lub ogniowo – oraz długość i szerokość skrzydła drzwiowego. Wszystkim innym zajmuje się układ sterowania. Układ KR C4 oblicza nie tylko ruchy robota wraz z uwzględnieniem kontroli kolizji, lecz również parametry i pozycję każdego punktu spawania, liczbę i pozycję wymaganych otworów oraz położenie napinaczy.

