En küçük parti büyüklükleri ve sonsuz çeşitlilik
KR C4 kontrol ünitesi sınırsız çeşitliliğe sahip
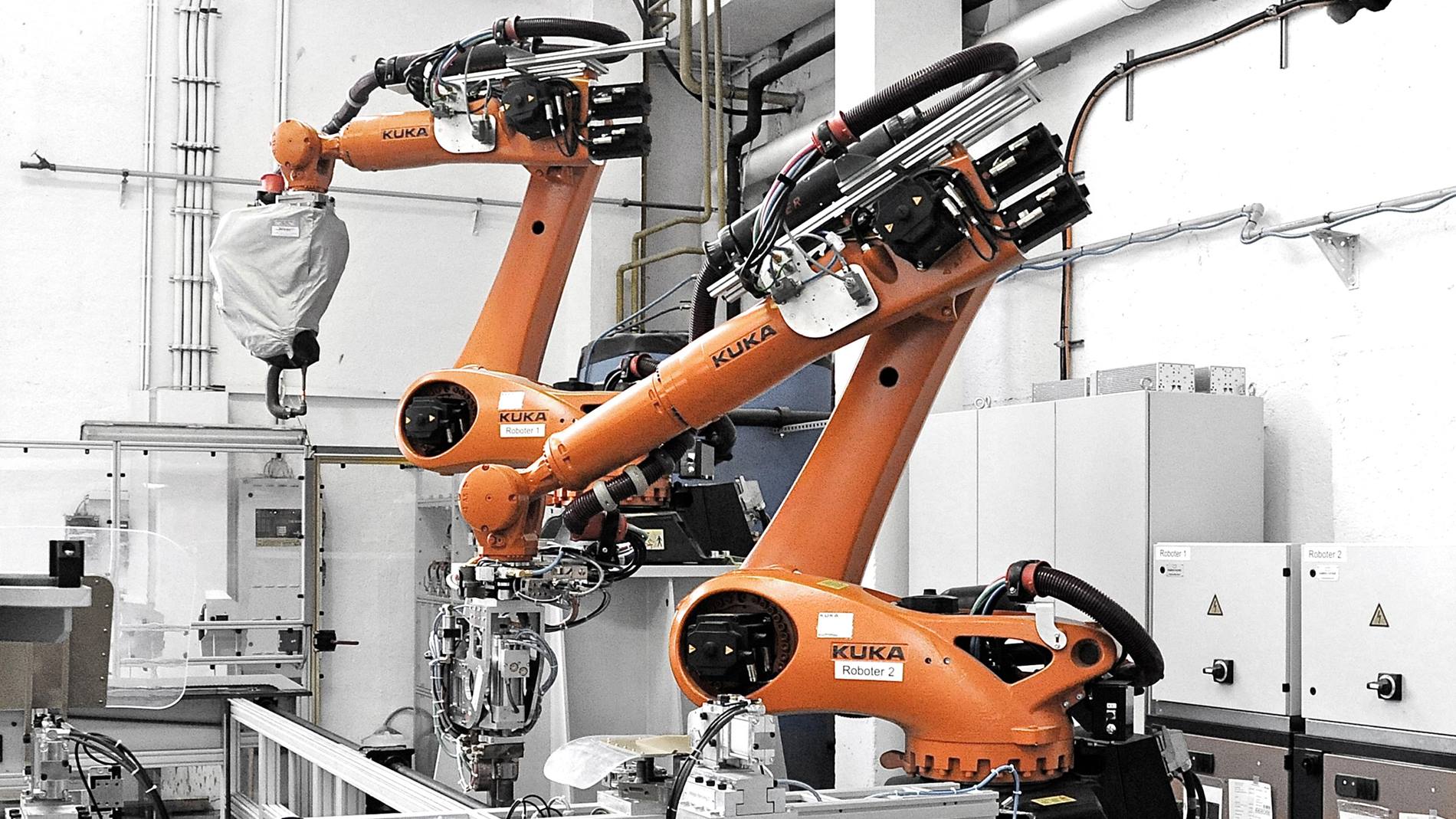
Operatör, kalıp değiştirme tezgâhının bir tarafında yerleştirme ve ayarlama ile meşgulken, diğer taraf mesele olur: İlk adımda her iki KR QUANTEC sıradaki kaynak işlerine başlar. Maksimum erişim mesafesi için bir taban üstüne monte edilen Robot 1, projeksiyon kaynağı işlemini yerine getirir. Böylece KR QUANTEC, dış katmanları aynı zamanda üst ve altta dış ray ile bağlayabilir.
Buna paralel olarak, yine tabana monte edilmiş Robot 2, açık U-raylarının kapı kanatlarının alt tarafı ile punta kaynağını üstlenir. Bu süreç projeksiyon kaynağından daha hızlı gerçekleşir ve Robot 1 kaynak yapmaya devam ederken, Robot 2 kaynak tutucusunu, Stäubli Connectors markalı otomatik bir takım değiştirme sistemi üzerinden bir vakumlu kavrayıcı ile değiştirir ve bu onu uygulama uzmanı yapar.
Tüm projeksiyon kaynağı işlemleri tamamlandıktan sonra, Robot 2 kapı kanadını alır ve bununla birlikte, çeşitli delik hatlarının yerleştirildiği delme tablasına ilerler. Bu işlem sonrasında robot kapı kanadını, yaralanma riskini ortadan kaldırmak üzere bir uçta çıkıntılı plakayı ezen bir prese getirir. Robotun işi, bir plakada başka işlem olmadan montaja hazır haldeki kapı kanadının indirilmesiyle sona erer.
Uçsuz bucaksız çeşitliliği üretebilmek için, Meiller Aufzugtüren, daima parametreli işleme programları oluşturuyor. Operatör sistemin başlatılması sırasında yalnızca materyali (paslanmaz çelik, galvanizli çelik veya sıcak daldırma galvanizli çelik) ve kapı kanadının uzunluk ve genişliğini seçer. Tüm diğer işlemler robot kontrolündedir. KR C4 yalnızca çarpışma denetimi dahil robot hareketlerini değil, ayrıca tüm kaynak noktalarının parametre ve konumlarını, gerekli zımbalama sayısı ve konumunu, ayrıca germe tertibatlarının durumunu hesaplar.

