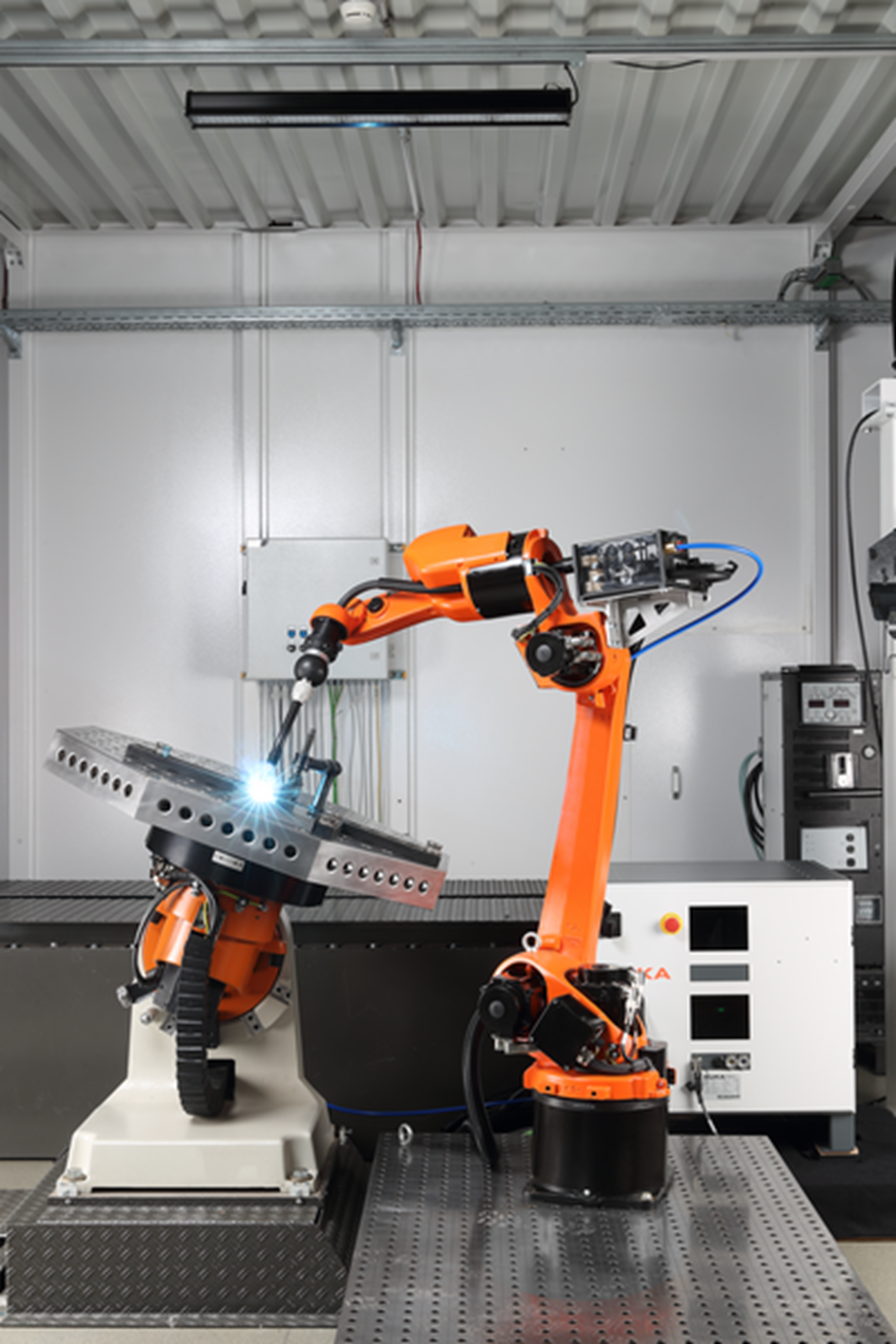
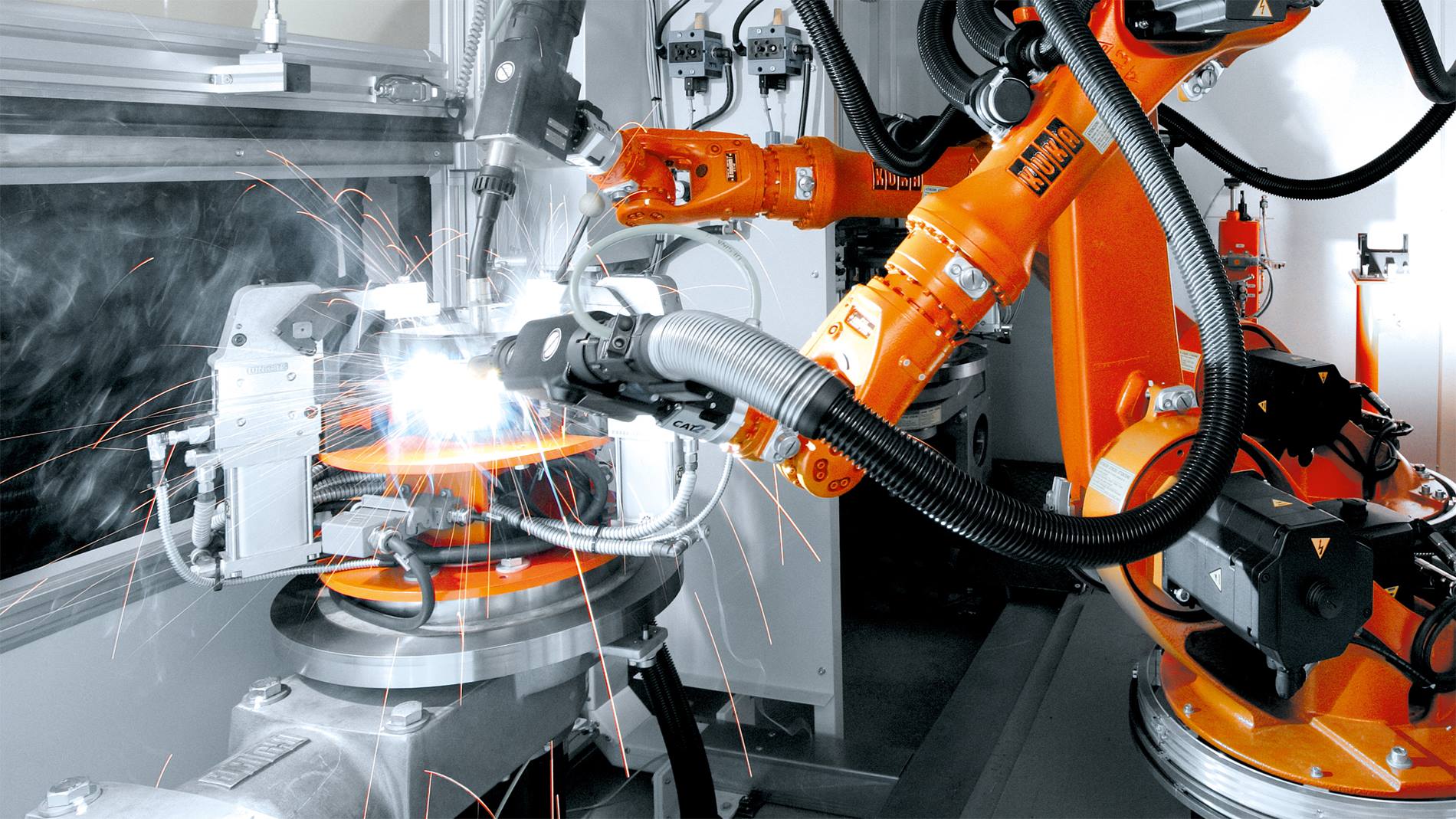
KUKA 機器人實現自動化焊接過程:技術總是領先一步
電弧焊過程速度快,並且可以用來加工多種金屬材料,因此屬於工業領域中最受歡迎的焊接技術之一。作為自動化領域中前瞻思考的開拓者,KUKA 除了可提供傳統的焊接功能之外,由於在數位網絡生產領域具有智慧整合方面的專業能力,因此也帶來長期投資安全,在整個工業焊接價值鏈中實現了更高的效率和靈活性。
您使用的是舊版 Internet Explorers 流覽器。
請更新您的流覽器以便獲得最佳顯示效果
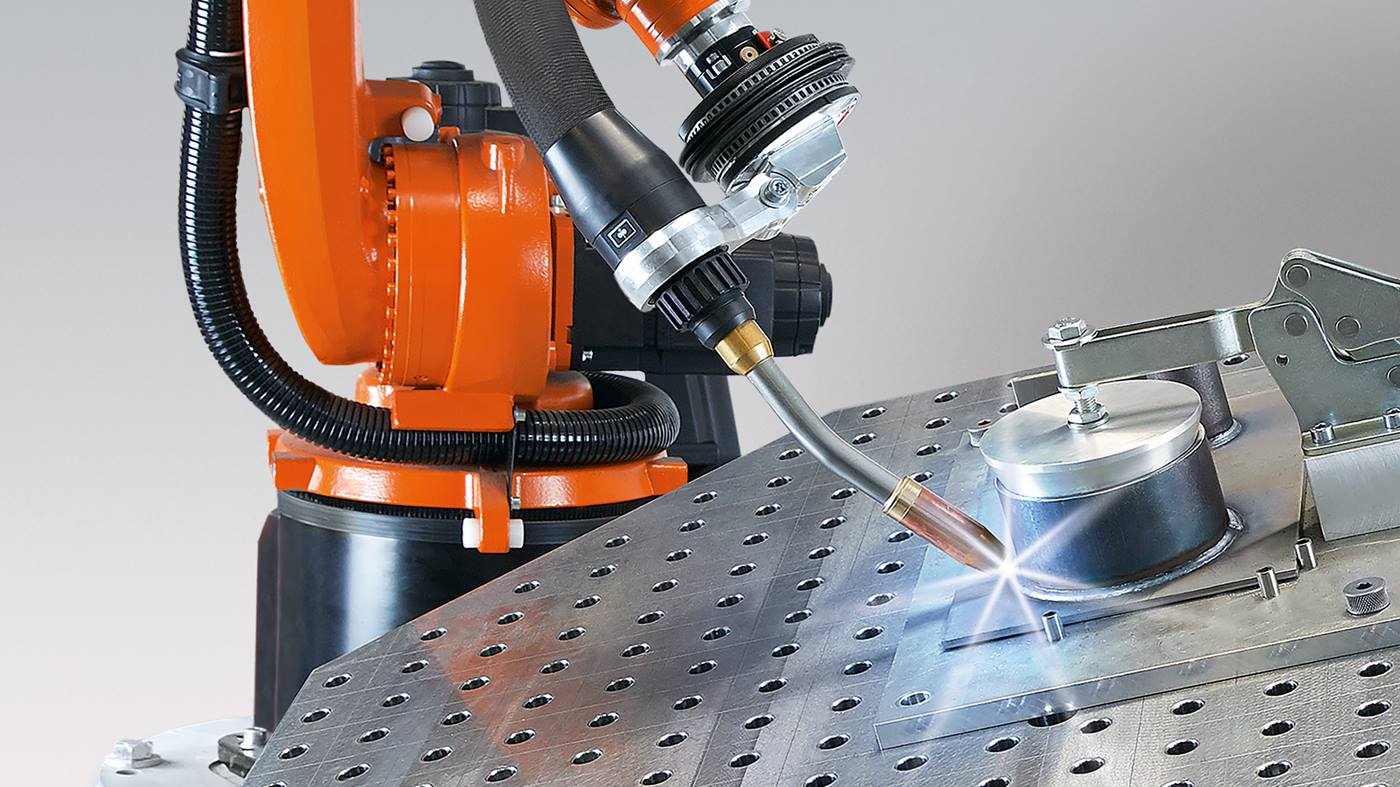
電弧焊是最普遍的接合工藝技術。KUKA 提供快速可用的標準產品,包含一系列自動化元件、功能套件、機器人和工作單元。無論是 MIG、MAG、或是 TIG 焊接,一應俱全。
氣體保護焊屬於電弧焊技術,作用原理是利用電極和部件之間所點燃的電弧來熔化工件或是填充金屬料。其中又可區分為數種方式。MIG/MAG 焊和 TIG 焊是氣體保護焊中最常用的方法。它們之間的差別在於所使用的氣體和選用的材料。這三種方式都能製作出品質極高的焊縫,並且焊接速度都非常快。
MIG/MAG 焊屬於電弧焊技術,作用原理是利用焊條和部件之間所點燃的電弧來熔化工件和填充金屬料。為了防止焊接熔池受到環境中活性氧的影響,會透過焊條導入保護氣體。保護氣體會抑制焊接部位的氧氣,藉此防止熔池受到氧化。
熔化極活性氣體保護焊 (MAG)採用活性氣體,例如二氧化碳或是二氧化碳混合氣體。活性氣體會與熔池發生反應,進而穩定電弧品質。
熔化極惰性氣體保護焊 (MIG) 則是利用不會發生反應的惰性氣體,例如氬或是氮氣。
優點
焊接速度快
熔化功率高
成本實惠
應用
MIG:合金鋼和非合金鋼
MAG:不鏽鋼、鋁、鈦或銅等貴金屬
在鎢極惰性氣體弧焊 (TIG) 中,焊接電流會透過耐高溫的非熔性鎢電焊條流入。和 MIG 焊相同,此處也採用例如氬或氦氣等惰性保護氣體,以防止與氧氣發生反應。若有些應用必須使用特殊的填充金屬料,則會透過一個外部送料機將其單獨加入。
優點
出色的焊縫品質和外觀
適合用於所有焊接位置
應用
所有可焊接的金屬
薄壁工件
電漿焊是一種 TIG 焊技術,利用水冷式噴嘴噴壓出電弧。此外還會導入一種電漿氣體,通常為氬,由此產生一種功率密度比單獨使用電弧更高的電漿。
優點
較高的功率密度
焊接速度快
變形機率小
可與外部送料機組合使用
應用
微電漿焊(工件厚度 0.1 - 1 mm)
電漿穿透型銲接(3 - 9 mm)
電漿 MIG 焊(3 - >10 mm)
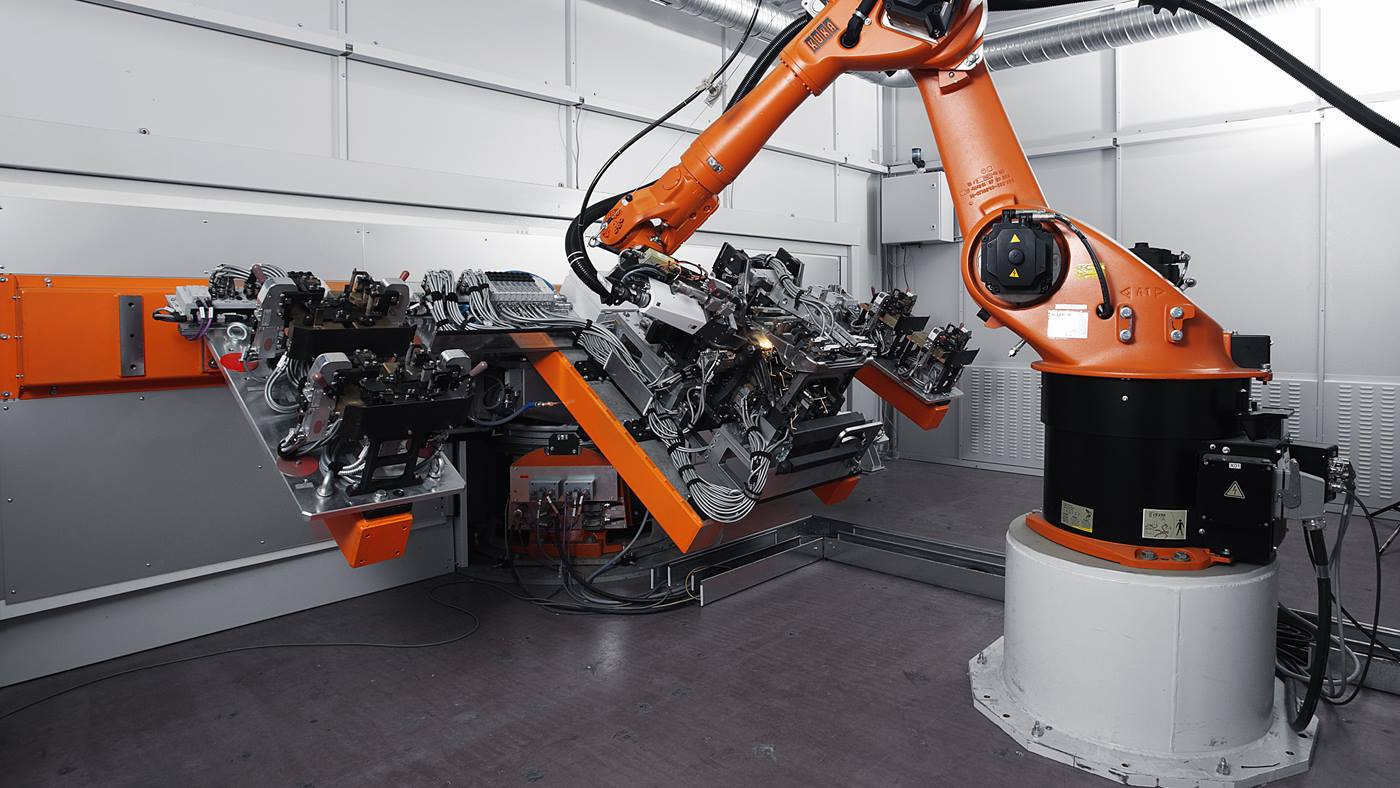
KUKA 機器人具備由 Binzel、ESAB、EWM、Fronius、Kemppi、Lincoln、Lorch、Megmeet、Migatronic、Miller 或 SKS 等有力合作夥伴所提供的合適焊接設備,可帶來最佳焊接品質。
可透過例如 EtherCAT 匯流排介面,將焊接裝置與機器人控制器連接。因此,操作員隨時都可以使用所有功能。