Magnetarc-svetsning: tekniken
Magnetarc-svetsning kan delas in i fyra faser:
- Startfas: De inspända komponenterna sätts i kontakt. Därefter kopplas svetsströmmen på.
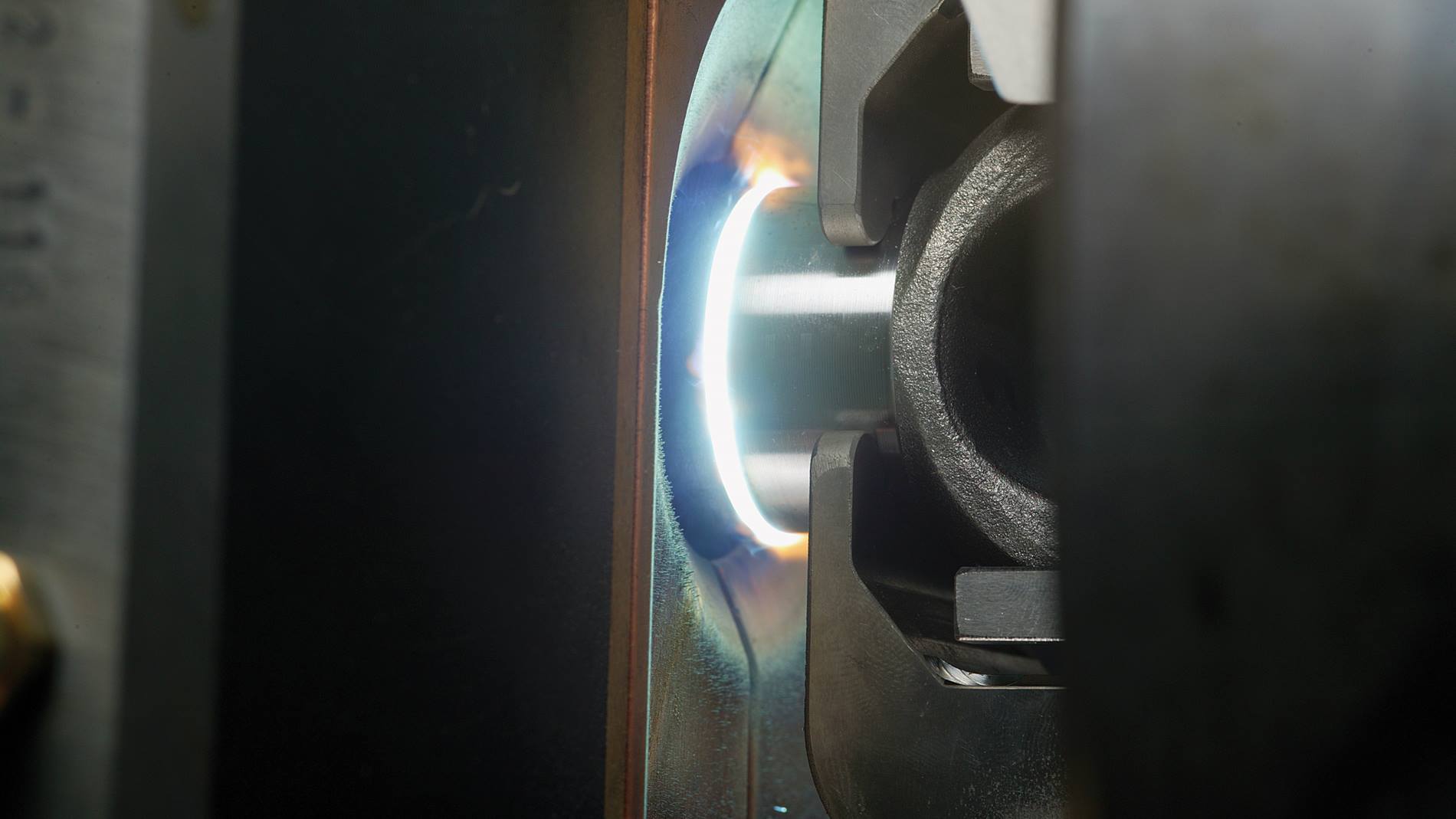
- Tändning: En definierad lyftrörelse hos komponenterna tänder ljusbågen. Denna sätts i rotation med hjälp av ett magnetfält.
- Värmetillförsel: Den roterande ljusbågen värmer upp svetsytan. Ljusbågens rotationshastighet och bana styrs exakt, liksom även energimatningens förlopp och kvantitet.
- Pressfas: Komponenterna sammanfogas med varandra i ett pressförlopp. Presshastighet och -kraft är komponentspecifikt definierade.
En förutsättning för denna pressvetsmetod är att du använder ledande, smältbara material och att komponenterna har rörformiga tvärsnitt. Väggtjockleken vid Magnetarc-svetsning är 0,7 till 10 millimeter.
Automatiserad Magnetarc-svetsning
Från delautomatisering med linjäraxlar över koncept med robotar och fram till helt integrerade lösningar – som kund hos KUKA får du ett paket för Magnetarc-svetsning som är perfekt anpassat till din produktion. 3D-processimulationer stöder oss i detta. Därmed optimerar vi i god tid med avseende på produktionsförlopp, robotintegration och samverkan människa-robot.
Samtidigt är vi måna om energi- och resurseffektivitet och ökar därmed lönsamheten i din produktion.
Magnetarc-svetsning: fördelarna
Tekniken Magnetarc-svetsning medför framför allt tre fördelar:
- Kostnadsbesparingar: Vid mycket korta svetstider behövs inget extramaterial vi Magnetarc-svetsning.
- Högsta svetskvalitet: Tekniken utmärker sig med liten skevhet och hög reproducerbarhet.
- Processäkerhet: Tack vare en god processtyrning och -övervakning behåller du kontrollen hela tiden.
Gärna kommer vi till ditt företag och diskuterar Magnetarc-svetsning. Ring upp oss, vi ger dig råd.