磁弧焊:工艺技术
磁弧焊分为四个阶段:
- 起始阶段:夹入的工件被推到一起。然后接通焊接电流。
- 点燃:设定的工件分开运动点燃电弧。在磁场的作用下,电弧开始旋转。
- 加热:旋转的电弧加热焊接表面。电弧的旋转速度和电弧形状以及能量输入的过程和大小被精确控制。
- 压紧阶段:通过压紧,工件相互连接。而压紧速度和压紧力根据工件加以设定。
该压焊工艺的条件是使用有传导能力的可熔材料且工件有管状横截面。使用磁弧焊时,壁厚为 0.7 至 10 毫米。
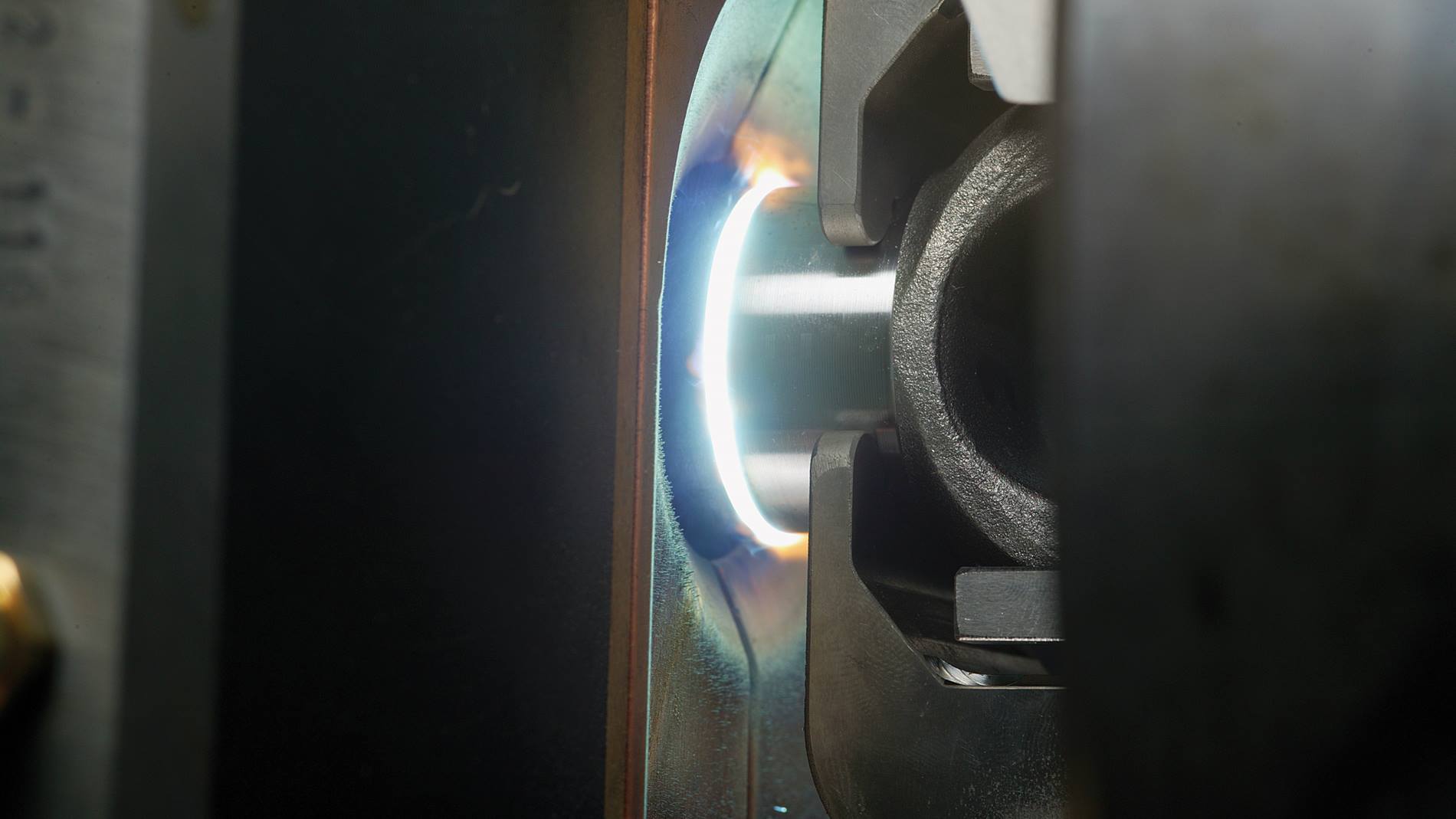
磁弧焊是一种带保护气体、电弧在磁力作用下运动的压焊工艺。通过这种工艺技术,您可以焊接壁厚达 10 毫米的空心型材。例如可以焊接钢质万向轴或轴的扭力梁。
该压焊工艺的条件是使用有传导能力的可熔材料且工件有管状横截面。使用磁弧焊时,壁厚为 0.7 至 10 毫米。
从使用线性轴的半自动、机器人概念到完全一体化的解决方案——作为 KUKA 的客户,您可以获得与您的生产情况完全匹配的磁弧焊工艺包。3D 流程模拟在这方面向我们提供支持。这样我们可以及早在生产流程、机器人一体化和人机合作方面进行优化。
同时我们也注意能源和资源效率并以此提高您的生产经济性。
磁弧焊工艺技术主要有三个优点:


