Korzystasz ze starszej wersji przeglądarki Internet Explorer. Aby zapewnić optymalnie działanie, zaktualizuj przeglądarkę
W pełni zautomatyzowane spawanie kotłów
Od ponad 100 lat firma Windhager wyróżnia się doskonałą jakością „Made in Austria” i silnym duchem innowacji. Dlatego producent z Salzburga zainwestował w jedną z najnowocześniejszych linii do spawania kotłów w Europie. Przy całkowicie zautomatyzowanej linii spawalniczej ism-technic pracuje łącznie 13 robotów KUKA, które zapewniają maksymalną produktywność, elastyczność i precyzję w najdrobniejszych szczegółach.
Tam, gdzie widnieje logo Windhager, kryje się technologia Windhager
W szczególności na rynku instalacji grzewczych panuje tendencja do myślenia o wartościach długoterminowych. Ekonomia i zrównoważony rozwój należą obecnie do najważniejszych kryteriów zakupu instalacji grzewczej. „Tendencja do ogrzewania biomasą została dostrzeżona już wcześniej, dlatego wyspecjalizowaliśmy się w produkcji ekologicznych kotłów na drewno w polanach, kotłów na zrębki drzewne i efektywnych kotłów na pellet” – wyjaśnia Stefan Gubi, prezes firmy Windhager Zentralheizheizhof GmbH.
Obecnie rodzinna firma z siedzibą w Seekirchen, zatrudniająca około 650 pracowników, jest jednym z przodujących producentów kotłów grzewczych wykorzystujących energie odnawialne. Aby stworzyć dodatkowy filar działalności, ta tradycyjna firma z okolic Salzburga buduje duże centrum produkcyjne i rozwojowe dla pomp ciepła o powierzchni 27 000 m2 w miejscowości Pinsdorf w powiecie Gmunden. Od 2024 roku we współpracy ze specjalistą od pomp ciepła – firmą M-Tec – zamierza produkować tam do 20 000 pomp ciepła rocznie. Jednak również w zakładzie produkcyjnym w Zaisberg/Seekirchen stale inwestuje się w innowacyjne technologie do produkcji kotłów grzewczych, a w szczególności do ich spawania. Stawia się przy tym na szeroki zakres produkcji własnej. „Tam, gdzie widnieje logo Windhager, kryje się technologia Windhager. Dlatego chcemy jak najwięcej podzespołów produkować samodzielnie we własnych zakładach” – zapewnia prezes firmy.
„Oprócz obszernego parku maszyn do produkcji blach do cięcia laserowego, wykrawania i zginania, dysponujemy również instalacją do malowania proszkowego. Zajmujemy się również takimi procesami, jak trowalizacja, szlifowanie ślizgowe i powierzchniowe, aż po produkcję elektryczną i montaż końcowy” – wyjaśnia Patrick Heitzinger, kierownik produkcji w firmie Windhager.
Zwiększenie zdolności produkcyjnych dzięki automatyzacji spawania
Aby spełnić najsurowsze kryteria w zakresie niezawodności, bezpieczeństwa i trwałości kotłów, ich spawanie stanowi jeden z kluczowych elementów procesu, tej tradycyjnej firmy z Salzburga. Jednak ze względu na masowy wzrost produkcji w ostatnich latach przedsiębiorstwo coraz częściej natrafiało na ograniczenia zdolności produkcyjnych.
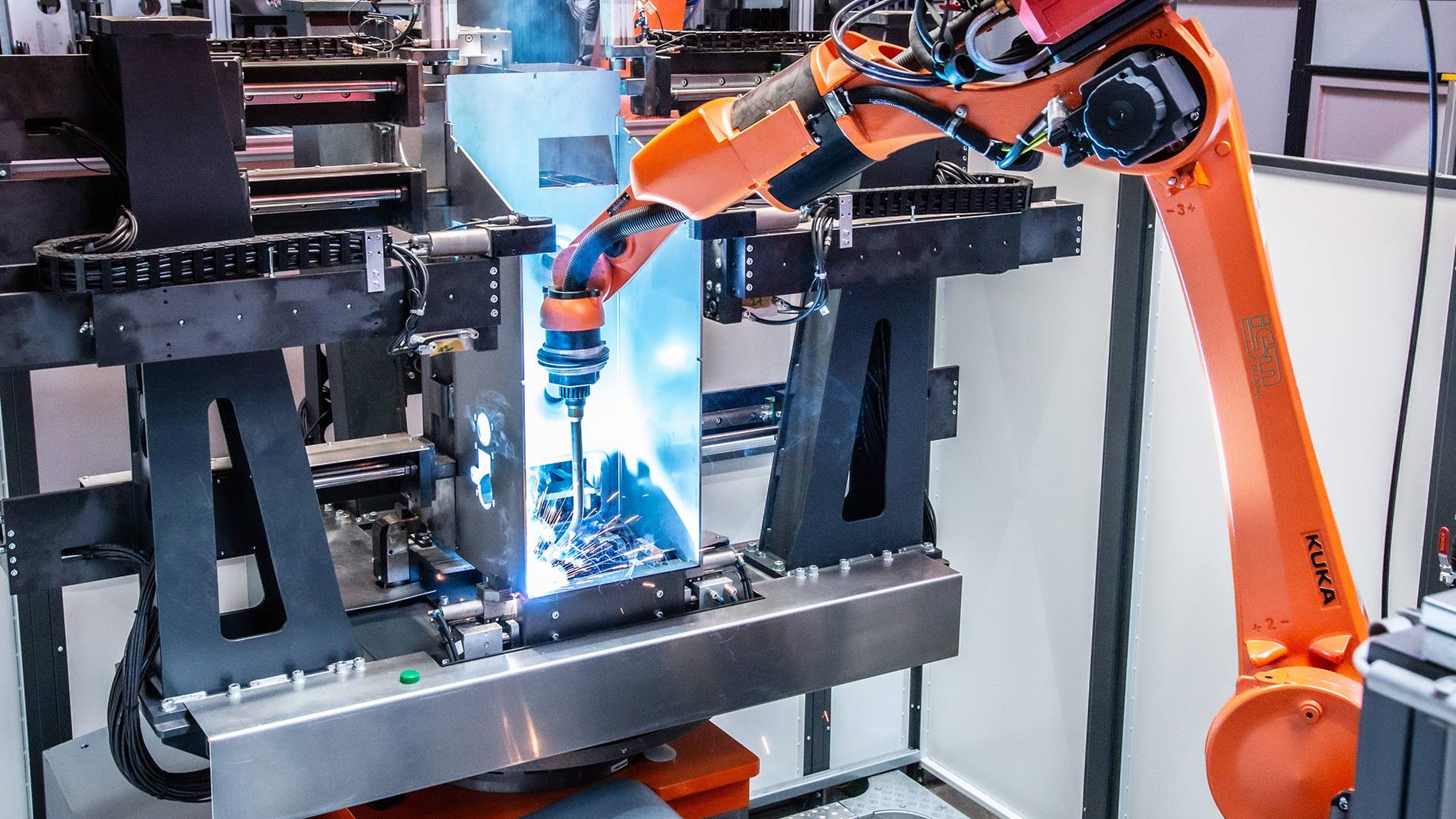
W pełni zautomatyzowane spawanie kotłów z wykorzystaniem technologii KUKA.
„Aby zwiększyć produkowane ilości, a także sprostać stale rosnącym wymogom jakościowym, a przede wszystkim aby przeciwdziałać poważnym brakom wykwalifikowanych pracowników, nieuchronne jest zwiększenie poziomu automatyzacji w produkcji spawalniczej” – podkreśla Gubi. Dlatego też firma Windhager zdecydowała się zamienić dotychczasowe, wysłużone już instalacje spawalnicze z robotami na najnowocześniejszą linię spawalniczą do całkowicie zautomatyzowanego spawania kotłów.
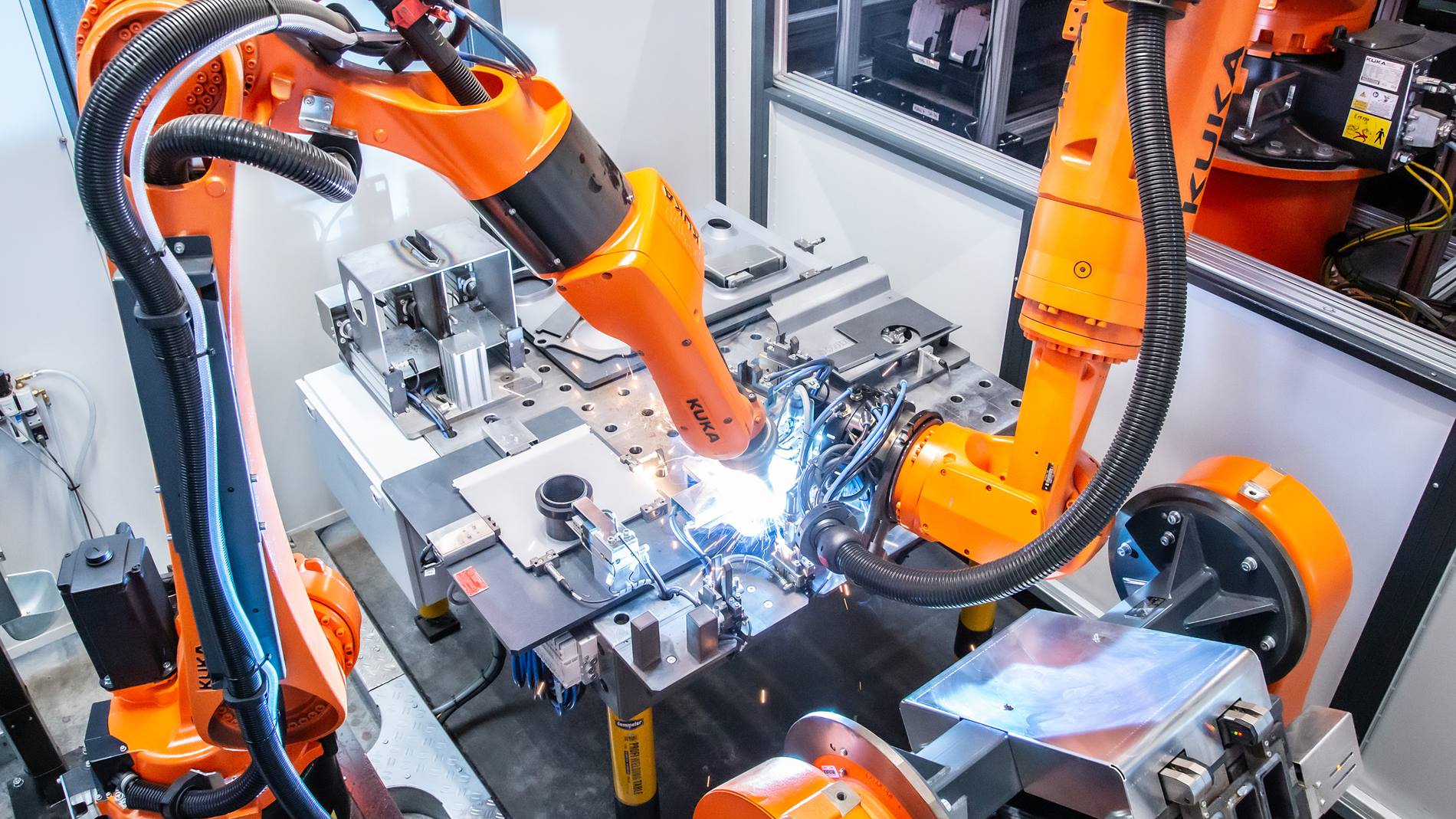
Obecnie w obu modułach montażowych z użyciem technologii KUKA odbywa się automatyczny montaż najpopularniejszej rodziny kotłów Windhager BioWIN.
Główną zaletą nowej linii spawalniczej jest zwiększenie zdolności produkcyjnych i produktywności. Planowany wzrost produkcji nawet o 40 procent jest zatem całkowicie prawdopodobny.
Jedna z najnowocześniejszych linii do spawania kotłów w Europie
Do wdrożenia rozwiązania automatyzacyjnego została przydzielona firma ism-technic GmbH. Partner systemowy KUKA z Münchendorf w Dolnej Austrii jest specjalistą w zakresie spersonalizowanych, gotowych do użytku modułów robotów i kompletnych systemów produkcyjnych przeznaczonych do spawania i cięcia, włącznie z manipulacją materiałami. „Zadania związane z tym projektem były bardzo złożone. Jako partner systemowy KUKA mamy jednak do dyspozycji bogate portfolio produktów, dzięki któremu udało nam się zautomatyzować nie tylko proces spawania, lecz również załadunek i rozładunek poszczególnych modułów robotów oraz całą logistykę części” – opisuje Andreas Stremitzer, prezes firmy ism-technic. Bardzo dumny z tego, co udało im się osiągnąć, mówi: „Możliwość współpracy z tak znamienitym oferentem rozwiązań automatyzacyjnych było niczym zdobycie pierwszego miejsca na Olimpiadzie. Jestem pewien, że tutaj w Zaisbergu w bardzo przyjacielskiej współpracy z firmą KUKA i Windhager udało nam się zaprojektować jedną z najnowocześniejszych, w pełni zautomatyzowanych linii do spawania kotłów, której próżno szukać w całej Europie.”
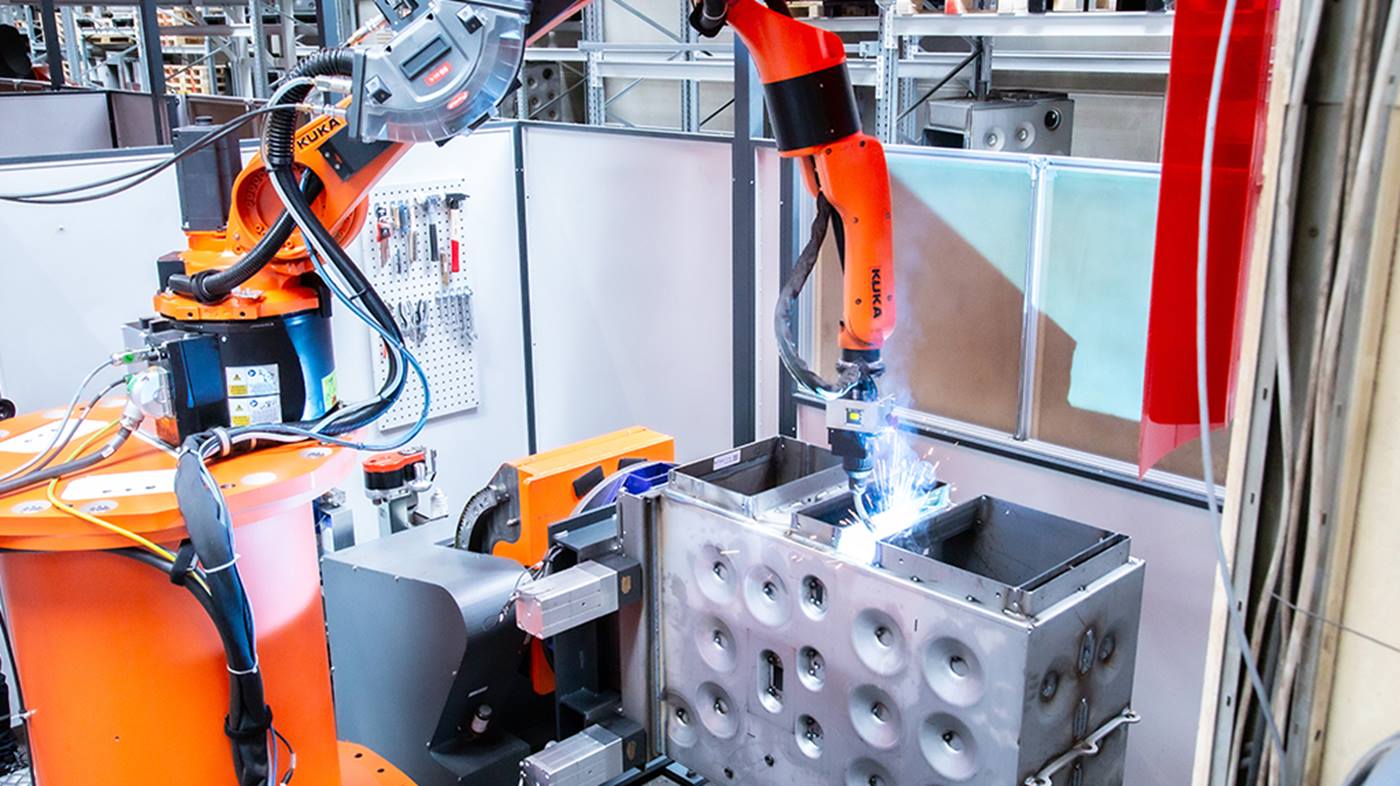
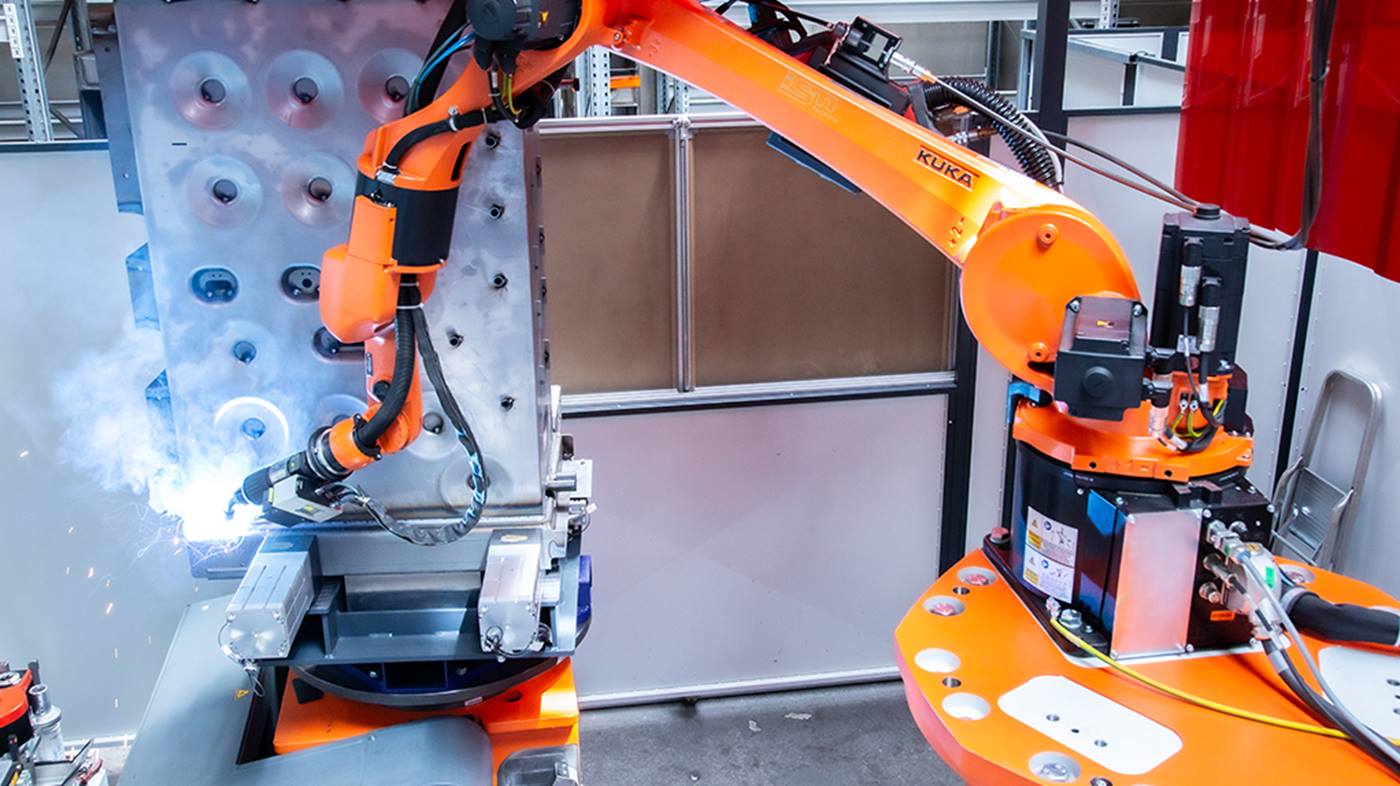
W stacji wstępnego spawania celi montażowej odbywa się w pełni zautomatyzowane spawanie podzespołów.
Od końca ubiegłego roku działa nowa linia produkcyjna z dwoma takimi samymi celami montażowymi, sześcioma identycznymi celami spawalniczymi i magazynem wysokiego składowania. „Dzięki rozwiązaniu firmy ism-technic udało się kompleksowo zautomatyzować spawanie kotłów przy zapewnieniu maksymalnego poziomu bezpieczeństwa procesów: od montażu, aż po transport do miejsc obróbki końcowej, gdzie pracownicy wykonują ostatnie spoiny spawalnicze i sprawdzają szczelność kotłów” – mówi Heitzinger. Ta koncepcja została opracowana tak, aby wszystkie z aktualnie oferowanych 19 typów kotłów firmy Windhager można było spawać w każdej z sześciu cel spawalniczych. „W ten sposób możemy bardzo elastycznie dopasować produkcję do stale zmieniającego się zapotrzebowania na poszczególne kotły grzewcze zgodnie z naszym doświadczeniem. Ponadto wystąpienie usterki w jednej z cel nie powoduje powstania wąskich gardeł w produkcji” – stwierdza z zadowoleniem kierownik produkcji.
Dzięki nowej linii produkcyjnej firmy ism-technic udało się kompleksowo zautomatyzować spawanie naszych kotłów grzewczych przy zachowaniu maksymalnego poziomu bezpieczeństwa procesów: począwszy od montażu, aż po transport do miejsc obróbki końcowej.
Wysoka produktywność dzięki zautomatyzowanemu montażowi
W obu celach montażowych automatycznie produkowane są tylko dwa rozmiary kotłów z najpopularniejszej serii Windhager BioWIN. Pozostałe typy kotłów, w przypadku których automatyzacja procesu montażu nie miałaby sensu, ze względu na wiele różnych wariantów, są nadal produkowane ręcznie za pomocą własnych urządzeń montażowych. Następnie transportowane są do instalacji przez system przenośników rolkowych i przechowywane w magazynie wysokiego składowania.
W pełni zautomatyzowana linia spawalnicza do spawania kotłów została stworzona przez firmę ism-technic z wykorzystaniem technologii KUKA.
„Ale sama tylko modyfikacja produkcji kotłów BioWIN pozwoliła nam zwiększyć produktywność montażu o około 50 procent” – dodaje Heitzinger. Moduł montażowy jest wyposażony w dwa roboty spawalnicze KR CYBERTECH ARC marki KUKA – jeden do spawania podzespołów wstępnych, a drugi do montażu całego kotła grzewczego. Potrzebne do tego pojedyncze elementy blaszane są umieszczane przez pracownika na paletach ze wspornikami elementów, a następnie wsuwane do linii za pomocą przenośnika rolkowego, po czym system kamer sprawdza, czy elementy zostały umieszczone na palecie w odpowiedniej pozycji. Dla każdego modułu montażowego dostępny jest jeden robot manipulacyjny KR QUANTEC firmy KUKA, który odbiera niezbędne elementy z systemu magazynowania i w zależności od zlecenia dostarcza materiały do jednej z dwóch stacji.
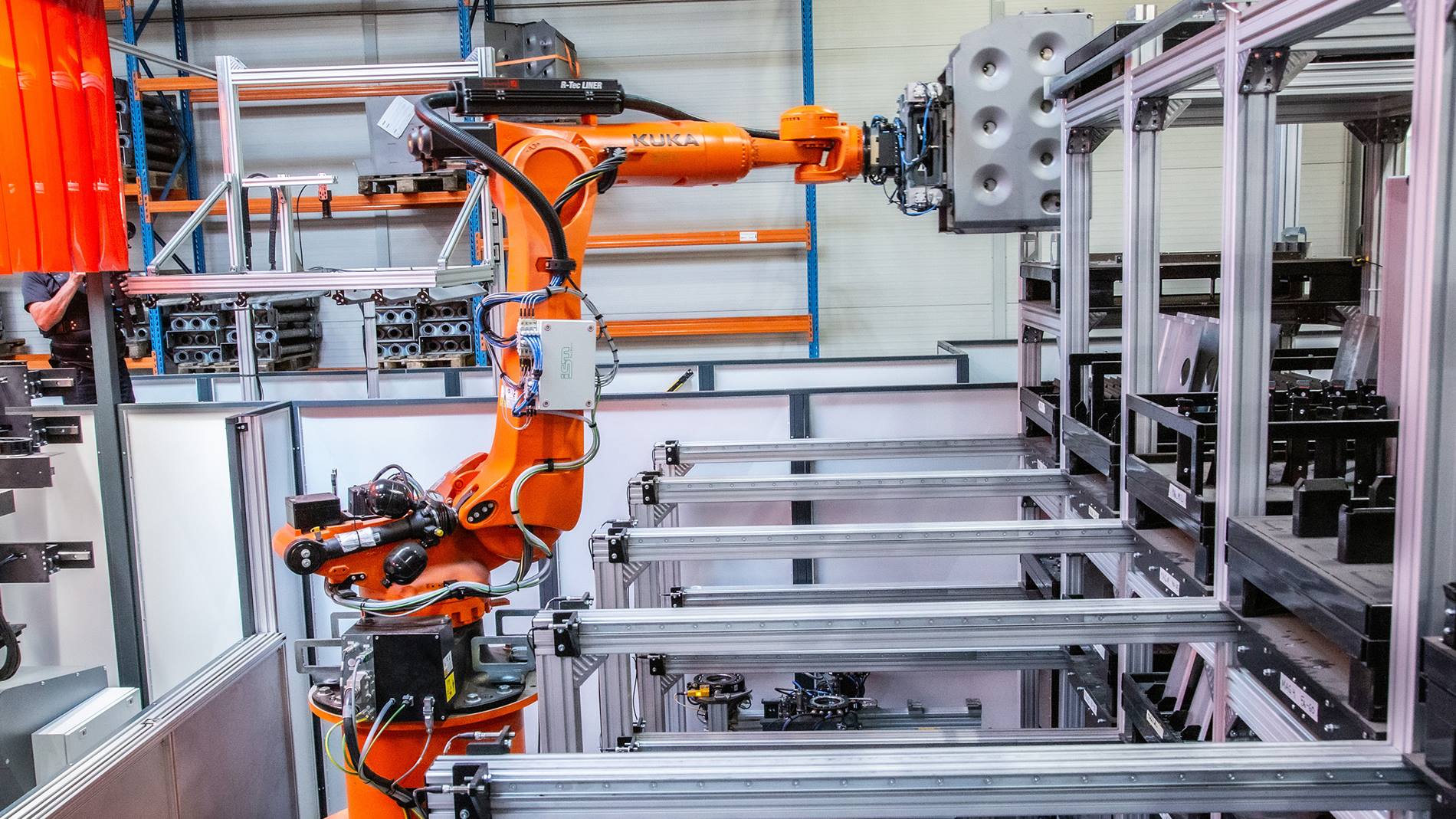
Robot manipulacyjny KUKA odbiera niezbędne podzespoły z systemu magazynowania.
„Montowany kocioł BioWIN składa się w sumie z 18 komponentów, zespawanych wcześniej w stacji wstępnego spawania, które w formie pojedynczych elementów lub całych blaszanych podzespołów są wkładane do przyrządu znajdującego się w stacji montażowej” – wyjaśnia kierownik produkcji. „Dzięki systemowi automatycznej wymiany z sześcioma różnymi chwytakami załadunek celi przez robota manipulacyjnego odbywa się w sposób całkowicie bezpieczny. Nawet małe przyrządy, które są potrzebne w stacji wstępnego spawania, ustawia on automatycznie przy stole spawalniczym bez pomocy pracownika.” – dodaje Andreas Stremitzer.
Robot KUKA do dużych obciążeń jest odpowiedzialny za załadunek i rozładunek łącznie sześciu cel spawalniczych.
Aby z jednej strony móc optymalnie wkładać części, a z drugiej móc zawsze zapewnić idealną pozycję montażową dla robota, stacja montażowa została wyposażona w dwuosiowy obrotnik KP2-HV HW firmy KUKA. „Automatyczny system wymiany zużytych części, automatyczna korekta TCP oraz mechaniczne czyszczenie palnika sprawiają, że interwencja z zewnątrz jest niepotrzebna, a montaż odbywa się całkowicie autonomicznie” – dodaje prezes ism. Robot manipulacyjny KR QUANTEC odbiera zmontowany kocioł z modułu i przekazuje go do miejsca przekazywania, z którego trafia on do magazynu wysokiego składowania, za pośrednictwem urządzenia sterowniczego, w celu późniejszego spawania końcowego. „Cele są zaprojektowane tak, że montaż kotłów BioWIN odbywa się co 30 minut” – dodaje z zadowoleniem Heitzinger.
Jako partner systemowy KUKA mamy do dyspozycji bogate portfolio produktów, dzięki któremu udało nam się zautomatyzować nie tylko proces spawania, lecz również załadunek i rozładunek poszczególnych cel zrobotyzowanych oraz całą logistykę części.
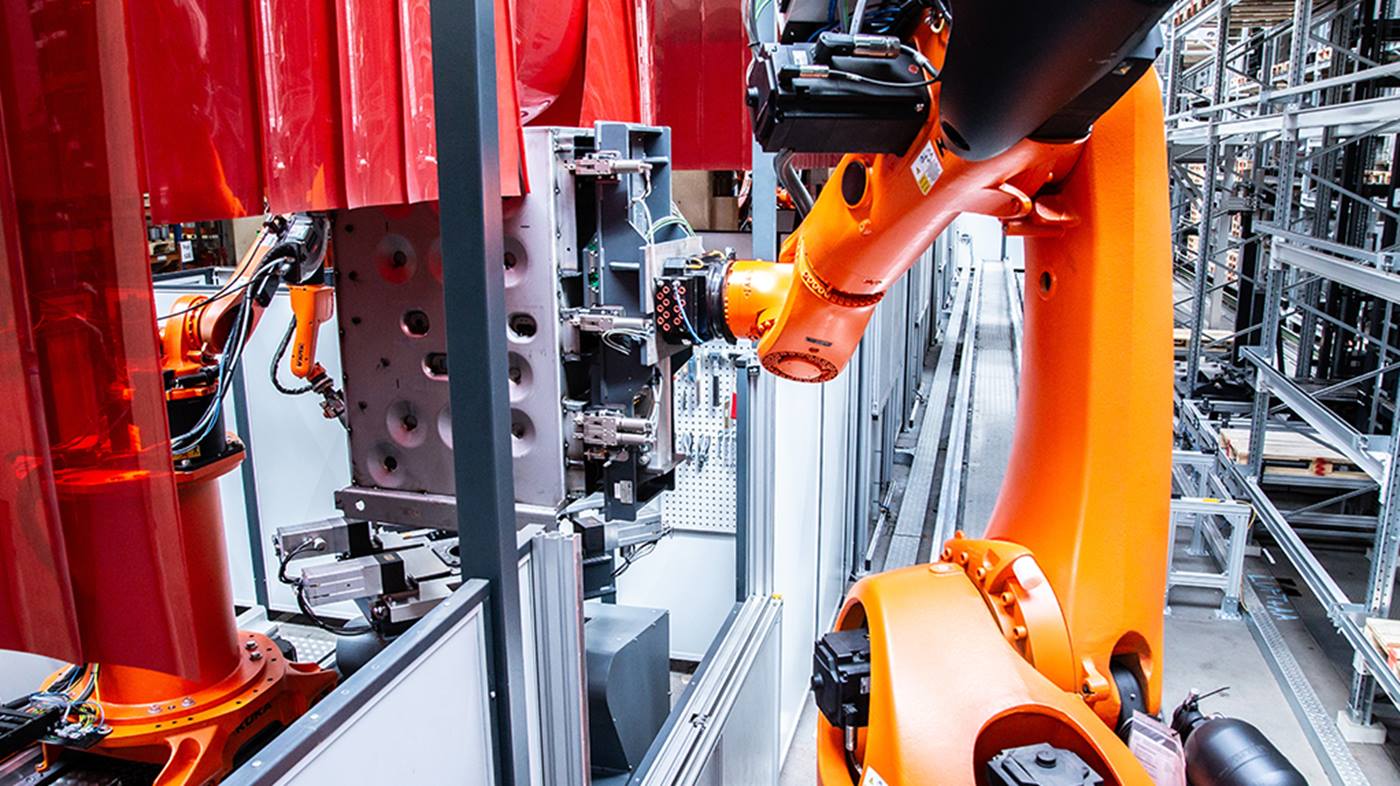
Rozładunek i załadunek wszystkich cel spawalniczych jest wykonywany przez robota manipulacyjnego KUKA KR QUANTEC. Zamontowany na platformie podłogowej, robot KUKA do dużych obciążeń KR 600 FORTEC, wyposaża wybraną celę spawalniczą w odpowiedni przyrząd. „Aby zapewnić możliwość stałego śledzenia produktu, na każdym kotle umieszczany jest kod QR. Dzięki temu można zawsze sprawdzić, kiedy, w którym module i z jakimi parametrami odbywało się spawanie” – wyjaśnia Heitzinger.
Robot manipulacyjny KUKA precyzyjnie ustawia spawany kocioł w zamocowanym wcześniej przyrządzie.
Następnie robot manipulacyjny przenosi kocioł do wybranej celi i precyzyjnie ustawia go w zamocowanym wcześniej przyrządzie. Aby zawsze zapewnić optymalną pozycję spawania dla robota, cele spawalnicze wyposażono w dwuosiowe obrotniki KP2-HV HW firmy KUKA i automatyczny system wymiany palnika. „Stosowanie różnych długości palnika w żaden sposób nie ogranicza dostępu do kotła. Obecnie możemy zautomatyzować znacznie więcej spoin niż dotychczas” – cieszy się kierownik produkcji. „Przed spawaniem każdy kocioł grzewczy jest mierzony za pomocą czujnika laserowego, porównywany z zaprogramowanym kotłem referencyjnym, a w przypadku odchyleń, ustawiany we właściwej pozycji” – zauważa Stremitzer.
Poza tym, jak w przypadku modułów montażowych, stosowany jest automatyczny system wymiany zużytych części, który automatycznie wymienia dyszę prądową. Po naciśnięciu przycisku gotowy, zespawany kocioł jest automatycznie kierowany na stanowisko obróbki końcowej i transportowany do góry nogami na linii transportowej w celu przeprowadzenia obróbki końcowej i kontroli szczelności. „Ilość końcowych prac spawalniczych została przez to znacznie zredukowana” – mówi Heitzinger, który dodaje: „Nowa linia do automatyzacji spawania oznacza ogromne odciążenie dla pracowników.”
Dla zapewnienia optymalnej pozycji spawania cele wyposażono w dwuosiowe obrotniki firmy KUKA.
Realizacja najnowocześniejszej linii do automatyzacji spawania w ramach współpracy partnerskiej: Andreas Stremitzer (ism-technic) i Patrick Heitzinger (Windhager).
Współpraca partnerska
Zdaniem Stefana Gubiego, prezesa firmy Windhager, głównym atutem nowej linii spawalniczej jest wzrost wydajności i produktywności. „Jeśli chodzi o nową linię produkcyjną, to planowany wzrost produkcji nawet o 40 procent jest całkowicie prawdopodobny. Poza tym możemy bardzo elastycznie i szybko reagować na zmiany rynkowe i w razie potrzeby zarządzić nocne zmiany dla samych robotów.”
Na koniec prezes firmy ism Andreas Stremitzer pragnie przypomnieć, że w tak dużych projektach zawsze bardzo ważne jest wsparcie silnego partnera, takiego jak KUKA: „Będąc naszej wielkości integratorem systemów byłoby nam bardzo trudno wdrożyć rozwiązanie automatyzacyjne bez pomocy doświadczonego producenta robotów, takiego jak KUKA.”
Stefan Gubi uważa także, że współpraca partnerska na równych warunkach jest bardzo ważnym czynnikiem sukcesu: „Konsekwentna orientacja na klienta jest jedną z cech rozpoznawczych firmy Windhager. Właśnie tego wymagamy od naszych partnerów. Natomiast sposób, w jaki poradzono sobie z naszymi życzeniami, wymaganiami, a także problemami, był po prostu wzorowy. Chylę czoła przed takimi partnerami, jak ism i KUKA, i już cieszę się na wspólną, owocną przyszłość.”