Bạn đang sử dụng phiên bản trình duyệt cũ của Internet Explorer. Vui lòng cập nhật trình duyệt của bạn để hiển thị tối ưu
Hàn nồi hơi hoàn toàn tự động
Điểm nổi bật của chuyên gia hệ thống sưởi Windhager là chất lượng hoàn hảo “Sản xuất tại Áo” và tinh thần đổi mới mạnh mẽ trong hơn 100 năm. Vì vậy, người dân Salzburg hiện nay đã đầu tư một trong những hệ thống hàn nồi hơi hiện đại nhất Châu Âu. Trong dây chuyền hàn hoàn toàn tự động của ism-technic, tổng cộng 13 rô-bốt của KUKA đảm bảo năng suất, tính linh hoạt và độ chính xác tối đa đến từng chi tiết nhỏ nhất.
Ở đâu nhắc tới Windhager thì ở đó cũng có Windhager
Xu hướng tư duy giá trị lâu dài đặc biệt rõ ràng trên thị trường hệ thống sưởi. Tính kinh tế và tính bền vững hiện là một trong những tiêu chí quan trọng nhất khi mua thiết bị sưởi. "Chúng tôi đã sớm nhận ra xu hướng này đối với hệ thống sưởi ấm sinh khối và chuyên sản xuất hệ thống sưởi ấm bằng gỗ thân thiện với môi trường, hệ thống sưởi bằng dăm gỗ và hệ thống sưởi bằng viên nén hiệu quả", Stefan Gubi, Giám đốc điều hành của Công ty TNHH hệ thống sưởi trung tâm Windhager giải thích.
Ngày nay, doanh nghiệp gia đình có trụ sở tại Seekirchen với khoảng 650 nhân viên là một trong những nhà sản xuất nồi hơi hàng đầu cho năng lượng tái tạo. Để tạo thêm chỗ đứng, công ty truyền thống tại Salzburg đang xây dựng ở Pinsdorf gần Gmunden một trung tâm sản xuất và phát triển 27.000 m2dành cho máy bơm nhiệt. Từ năm 2024 trở đi, có tới 20.000 máy bơm nhiệt mỗi năm sẽ được sản xuất ở đó cùng với chuyên gia về máy bơm nhiệt M-Tec. Nhưng cũng có sự đầu tư liên tục vào các công nghệ sản xuất tiên tiến, đặc biệt là hàn nồi hơi, để sản xuất nồi hơi tại nhà máy sản xuất ở Zaisberg/Seekirchen. Trọng tâm là tỉ lệ sản lượng ròng thực cao. "Ở đâu nhắc tới Windhager thì ở đó cũng có Windhager. Do đó, nhu cầu sản xuất của chúng tôi là phải sản xuất nội bộ nhiều nhất có thể", giám đốc điều hành đảm bảo.
"Ngoài một khu vực thiết bị máy móc chuyên sản xuất kim loại tấm dành cho các nhiệm vụ cắt, đục lỗ và uốn bằng laser, chúng tôi còn có một hệ thống sơn tĩnh điện. Chúng tôi cũng tự mình nắm vững các quy trình như đánh bóng, mài khối và mài bề mặt, cho đến khâu sản xuất điện và lắp ráp cuối cùng", Patrick Heitzinger, Giám đốc Sản xuất tại Windhager cho biết.
Mở rộng công suất bằng tự động hàn
Để đáp ứng các tiêu chí khắt khe nhất về độ tin cậy, an toàn và tuổi thọ sử dụng của nồi hơi, hàn nồi hơi cũng là một trong những năng lực cốt lõi của công ty truyền thống ở Salzburg. Tuy nhiên, do số lượng sản phẩm được sản xuất tăng mạnh trong những năm gần đây, công ty ngày càng đạt đến giới hạn công suất.
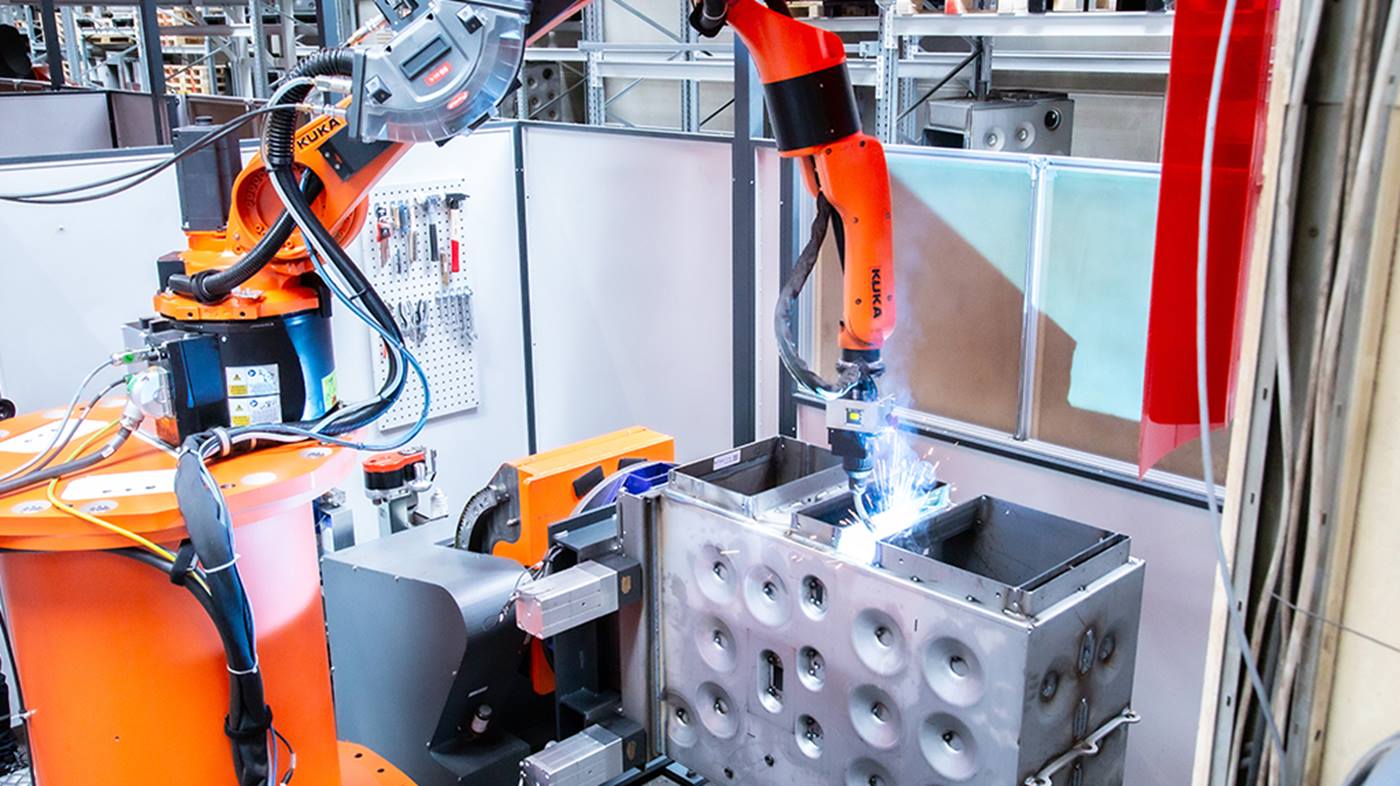
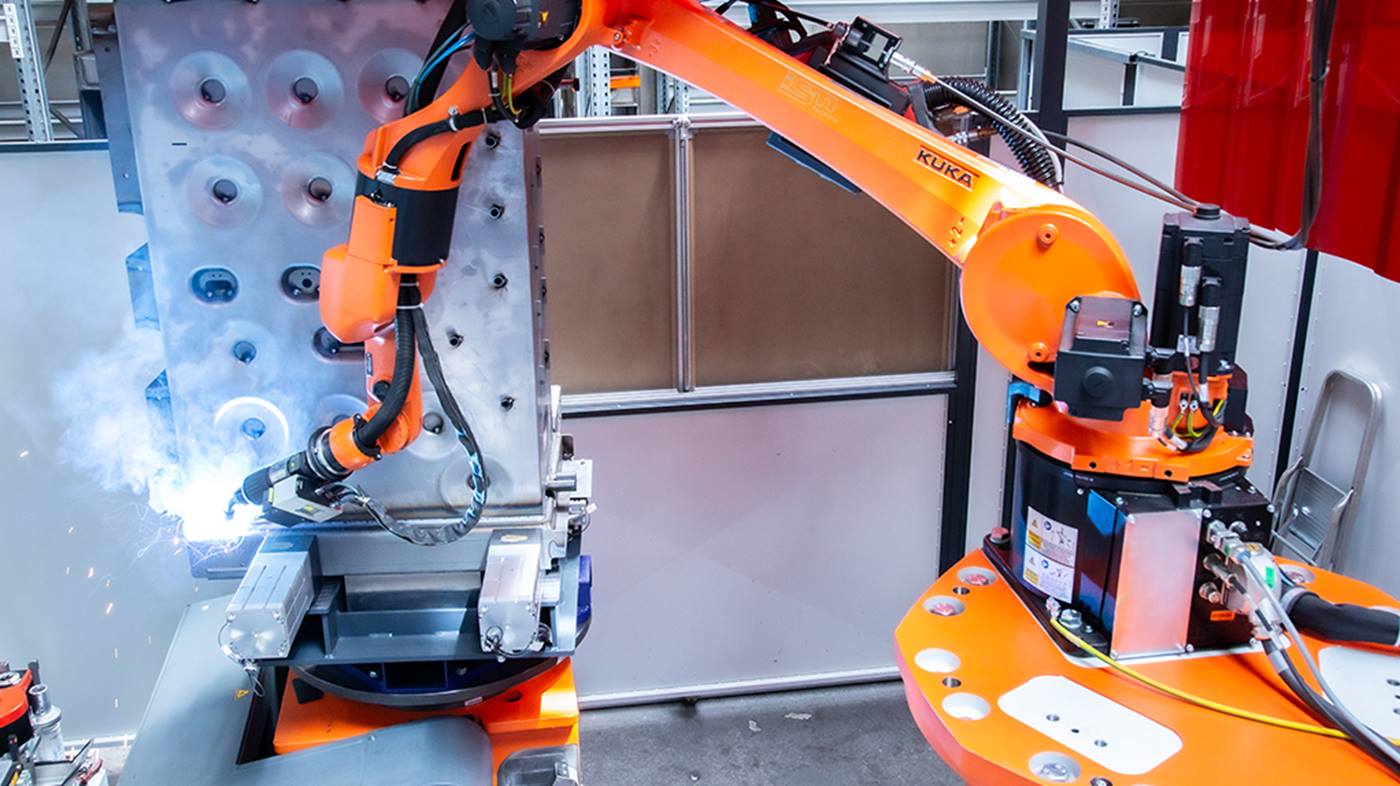
Hàn nồi hơi hoàn toàn tự động sử dụng công nghệ KUKA.
"Để đối phó với sự gia tăng về số lượng này, đồng thời cũng để đáp ứng các yêu cầu về chất lượng ngày càng tăng và trên hết, để giải quyết tình trạng thiếu hụt trầm trọng công nhân lành nghề, việc tăng mức độ tự động hóa trong sản xuất hàn là điều không thể tránh khỏi", Gubi nhấn mạnh. Do đó, Windhager đã quyết định thay thế các hệ thống hàn rô-bốt lỗi thời hiện có bằng dây chuyền hàn có chức năng hàn nồi hơi hoàn toàn tự động sử dụng công nghệ mới nhất.
Dòng nồi hơi Windhager BioWIN có khối lượng lớn nhất hiện đang được dập tự động tại cả hai ô dập bằng công nghệ KUKA.
Lợi ích đáng kể nhất của dây chuyền hàn mới là tăng công suất và năng suất. Do đó, kế hoạch tăng sản lượng lên tới 40% là hoàn toàn thực tế.
Một trong những dây chuyền hàn nồi hơi hiện đại nhất Châu Âu
Công ty TNHH ism-technic được giao nhiệm vụ triển khai giải pháp tự động hóa. Đối tác hệ thống KUKA đến từ Münchendorf, Lower Austria, là chuyên gia về các ô rô-bốt trọn gói, được thiết kế riêng và các hệ thống sản xuất hoàn chỉnh để hàn và cắt, bao gồm cả xử lý vật liệu. "Các nhiệm vụ trong dự án này rất phức tạp. Tuy nhiên, với tư cách là đối tác của hệ thống KUKA, chúng tôi có sẵn một danh mục sản phẩm phong phú, nhờ đó chúng tôi có thể tự động hóa không chỉ quy trình hàn mà còn cả việc tải và dỡ từng ô rô-bốt riêng lẻ cũng như toàn bộ hậu cần linh kiện", Andreas Stremitzer, Giám đốc điều hành của ism-technic báo cáo. Vô cùng tự hào về những gì mình đã đạt được, anh nói: "Chiến thắng trước các nhà cung cấp giải pháp tự động hóa nổi tiếng như vậy giống như một chiến thắng tại Olympic. Nhưng tôi chắc chắn rằng tại Zaisberg, với sự hợp tác chặt chẽ với KUKA và Windhager, chúng tôi đã triển khai một trong những dây chuyền hàn nồi hơi hoàn toàn tự động, hiện đại nhất, chưa từng có ở Châu Âu."
Tại trạm dập trước của ô dập, các cụm lắp ráp cần thiết trong trạm dập sẽ được hàn hoàn toàn tự động.
Dây chuyền sản xuất mới với hai ô dập cấu trúc giống hệt nhau, sáu ô hàn đồng nhất và một kho hàng có giá đỡ nhiều tầng đã đi vào hoạt động từ cuối năm ngoái. Heitzinger hào hứng: "Nhờ giải pháp từ ism-technic, hàn nồi hơi có thể được tự động hóa hoàn toàn với độ tin cậy quy trình cao nhất, từ khâu dập đến vận chuyển tới các vị trí gia công lại, nơi nhân viên áp dụng các đường hàn cuối cùng và kiểm tra rò rỉ của nồi hơi". Ý tưởng này được thiết kế sao cho tất cả 19 loại nồi hơi hiện tại của Windhager đều có thể được hàn trong mỗi ô hàn trong số sáu ô hàn. "Điều này cho phép chúng tôi điều chỉnh hoạt động sản xuất rất linh hoạt theo nhu cầu thay đổi liên tục của từng nồi hơi. Nếu xảy ra lỗi trong một ô, sẽ không có tình trạng tắc nghẽn trong sản xuất", Quản lý sản xuất hài lòng nói.
Nhờ dây chuyền sản xuất mới của ism-technic, quá trình hàn nồi hơi của chúng tôi có thể được tự động hóa hoàn toàn với độ tin cậy quy trình cao nhất, từ khâu hàn đến vận chuyển tới các vị trí gia công lại.
Năng suất cao nhờ dập tự động
Hiện tại, chỉ có hai kích cỡ nồi hơi thuộc dòng nồi hơi Windhager BioWIN có khối lượng lớn nhất được tự động dập vào hai ô dập. Các loại nồi hơi khác, mà việc tự động hóa quá trình hàn sẽ không có ý nghĩa do có nhiều biến thể khác nhau, vẫn được dập thủ công trong một thiết bị dập riêng biệt và được đưa vào hệ thống để hàn lần cuối thông qua hệ thống băng tải con lăn và được lưu trữ ở kho hàng có giá đỡ nhiều tầng.
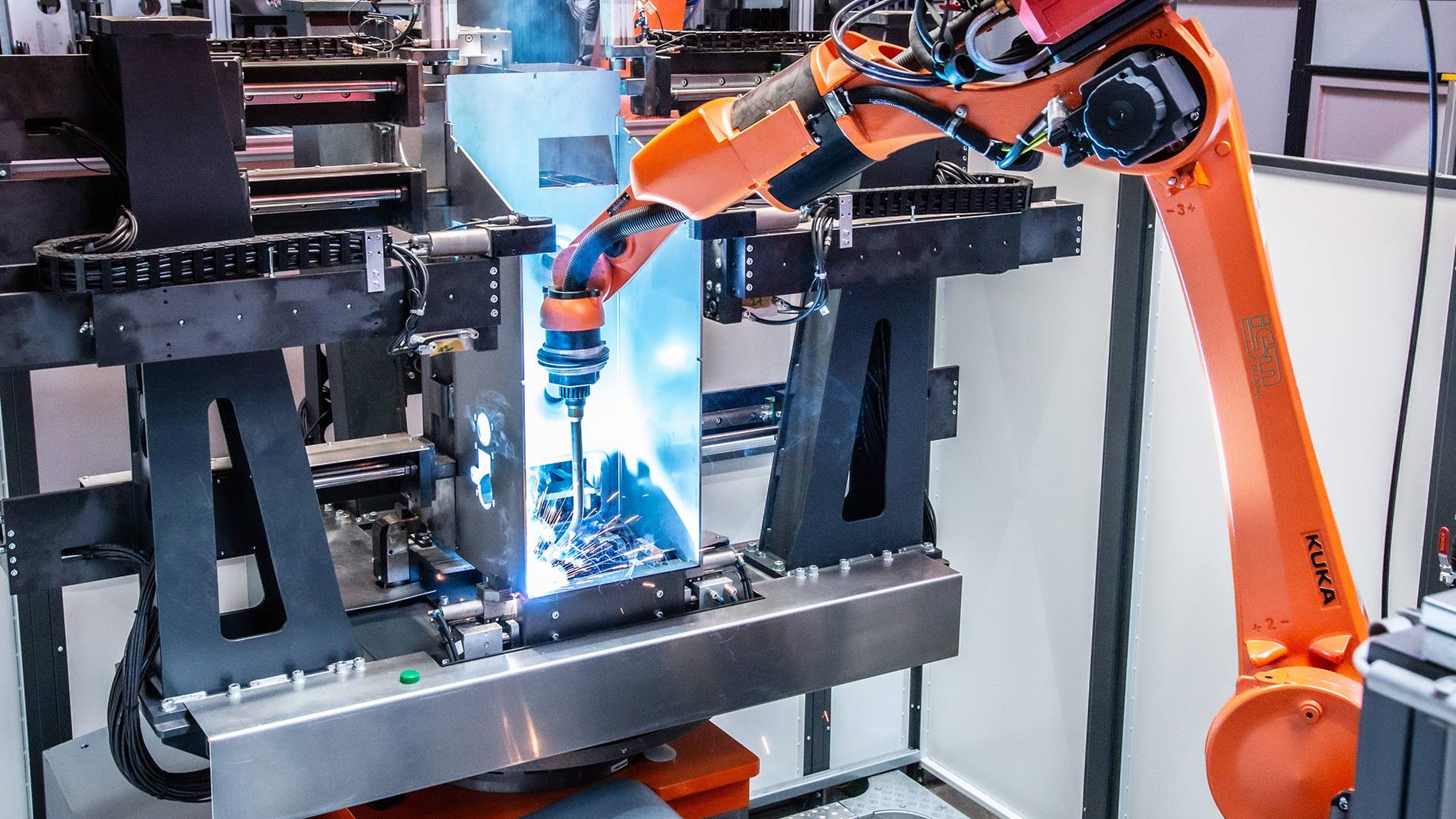
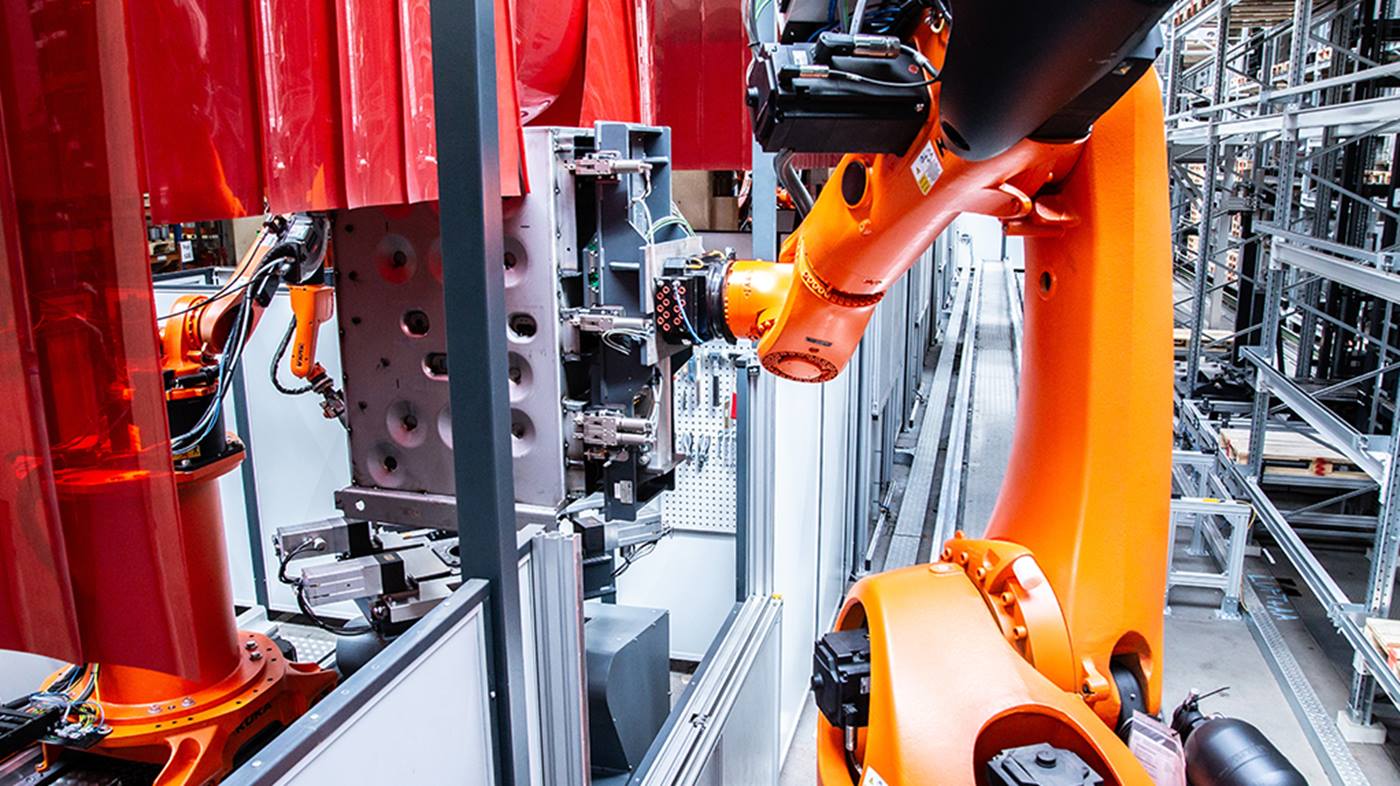
Dây chuyền hàn hoàn toàn tự động để hàn nồi hơi được hiện thực hóa bằng ism-technic sử dụng công nghệ KUKA.
"Nhưng chỉ bằng cách thay đổi nồi hơi BioWIN, chúng tôi đã có thể tăng năng suất dập lên khoảng 50%", Heitzinger báo cáo. Một ô dập được trang bị hai rô-bốt hàn KR CYBERTECH ARC của KUKA – một để hàn trước khi lắp ráp và một để dập toàn bộ nồi hơi. Các bộ phận kim loại tấm riêng lẻ cần thiết cho việc này được nhân viên đặt vào các tấm nâng vận chuyển linh kiện và đưa vào dây chuyền thông qua băng tải con lăn và hệ thống camera sẽ kiểm tra xem các bộ phận đã được đặt vào đúng vị trí trong tấm nâng hay chưa. Một rô-bốt xử lý KR QUANTEC của KUKA được cung cấp cho mỗi ô dập. Rô-bốt này sẽ loại bỏ các linh kiện cần thiết khỏi hệ thống giá đỡ và cung cấp vật liệu cho một trong hai trạm rô-bốt trong ô đó, tùy theo đơn đặt hàng.
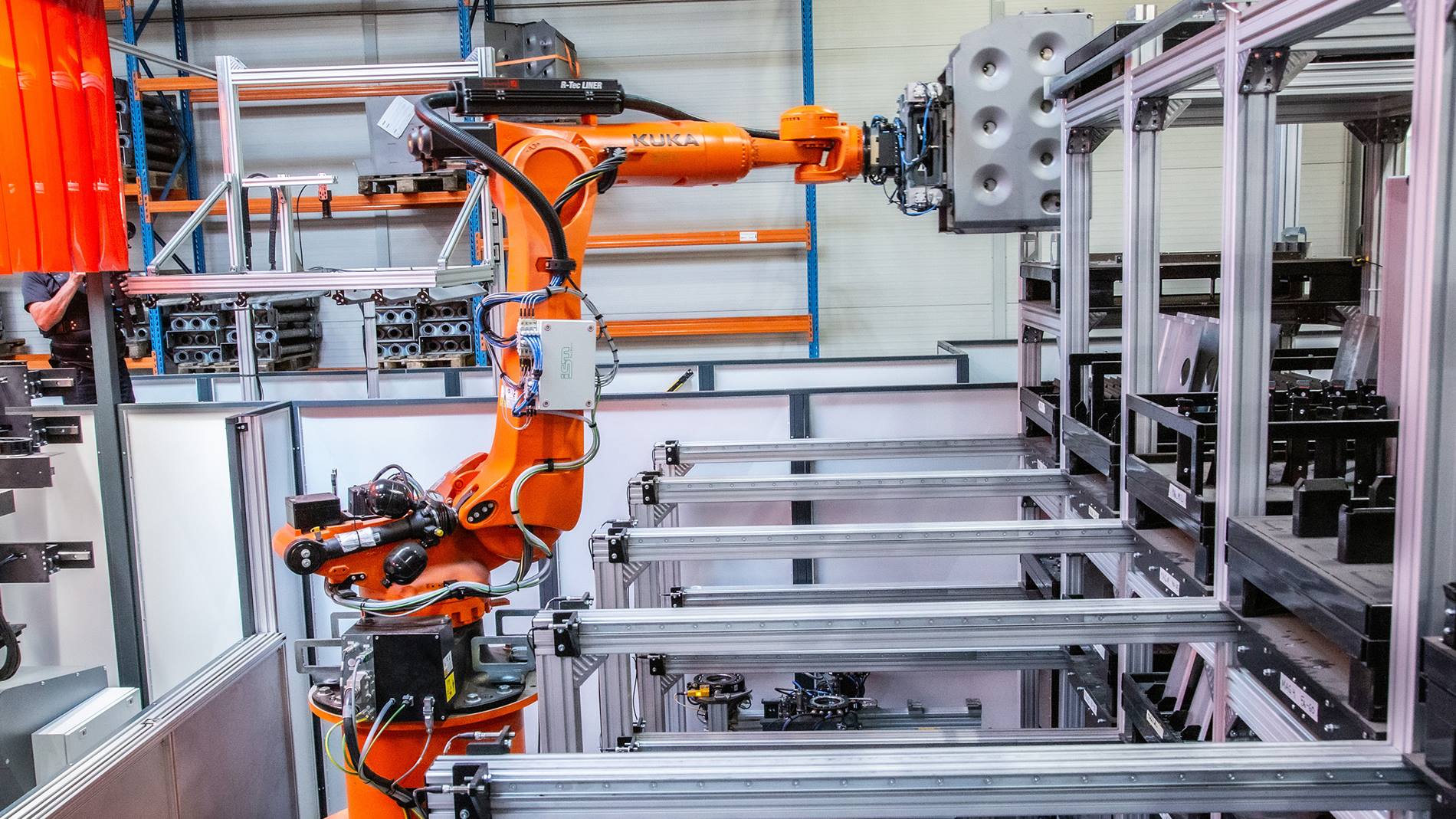
Rô-bốt xử lý KUKA sẽ loại bỏ các linh kiện cần thiết trong ô dập khỏi hệ thống giá đỡ.
"Một nồi hơi BioWIN được xử lý bao gồm tổng cộng 18 bộ phận, dưới dạng các bộ phận kim loại tấm riêng lẻ hoặc dưới dạng cụm kim loại tấm mà đã được hàn trước đó trong trạm hàn trước được lắp vào thiết bị của trạm dập", Giám đốc sản xuất đi vào chi tiết. "Nhờ hệ thống thay đổi tự động với sáu bộ kẹp khác nhau, rô-bốt xử lý sẽ trang bị cho ô với độ tin cậy tuyệt đối của quy trình. Nó cũng đặt các thiết bị nhỏ cần thiết trong trạm hàn trước hoàn toàn tự động trên bàn hàn mà không cần sự can thiệp của nhân viên." Andreas Stremitzer tiếp tục.
Rô-bốt tải nặng KUKA chịu trách nhiệm tải dỡ sáu ô hàn.
Để có thể chèn các bộ phận một cách tối ưu và đảm bảo rô-bốt luôn ở vị trí lý tưởng cho việc dập, trạm dập còn có Bộ định vị hai trục KP2-HV HW của KUKA. "Hệ thống thay đổi các bộ phận bị hao mòn tự động, hiệu chỉnh TCP tự động và làm sạch mỏ cắt cơ học khiến cho sự can thiệp từ bên ngoài là không cần thiết và do đó đảm bảo việc dập hoàn toàn tự chủ", Giám đốc điều hành của ism cho biết thêm. Rô-bốt xử lý KR QUANTEC loại bỏ nồi hơi đã được xử lý thành phẩm ra khỏi ô và đưa nó đến điểm trung chuyển, từ đó nồi hơi được lưu trữ trong kho hàng có giá đỡ nhiều tầng bằng máy trục xếp chồng cho lần hàn cuối cùng tiếp theo. "Các ô được thiết kế sao cho có thể lắp nồi hơi BioWIN sau mỗi 30 phút", Heitzinger rất ấn tượng.
Với tư cách là đối tác hệ thống KUKA, chúng tôi có sẵn một danh mục sản phẩm phong phú, nhờ đó chúng tôi có thể tự động hóa không chỉ quy trình hàn mà còn cả việc tải và dỡ từng ô rô-bốt riêng lẻ cũng như toàn bộ hậu cần linh kiện.
Tất cả các ô hàn đều được tải và dỡ tải bởi rô-bốt xử lý KUKA KR QUANTEC. Rô-bốt tải nặng KUKA KR 600 FORTEC được gắn trên làn đường trên sàn đã trang bị cho ô hàn được chọn với thiết bị thích hợp."Để đảm bảo khả năng truy xuất nguồn gốc nhất quán, mã QR được gắn vào mỗi nồi hơi. Điều này có nghĩa là có thể theo dõi nó được hàn khi nào, trong ô nào và với thông số hàn nào", Heitzinger giải thích chi tiết hơn.
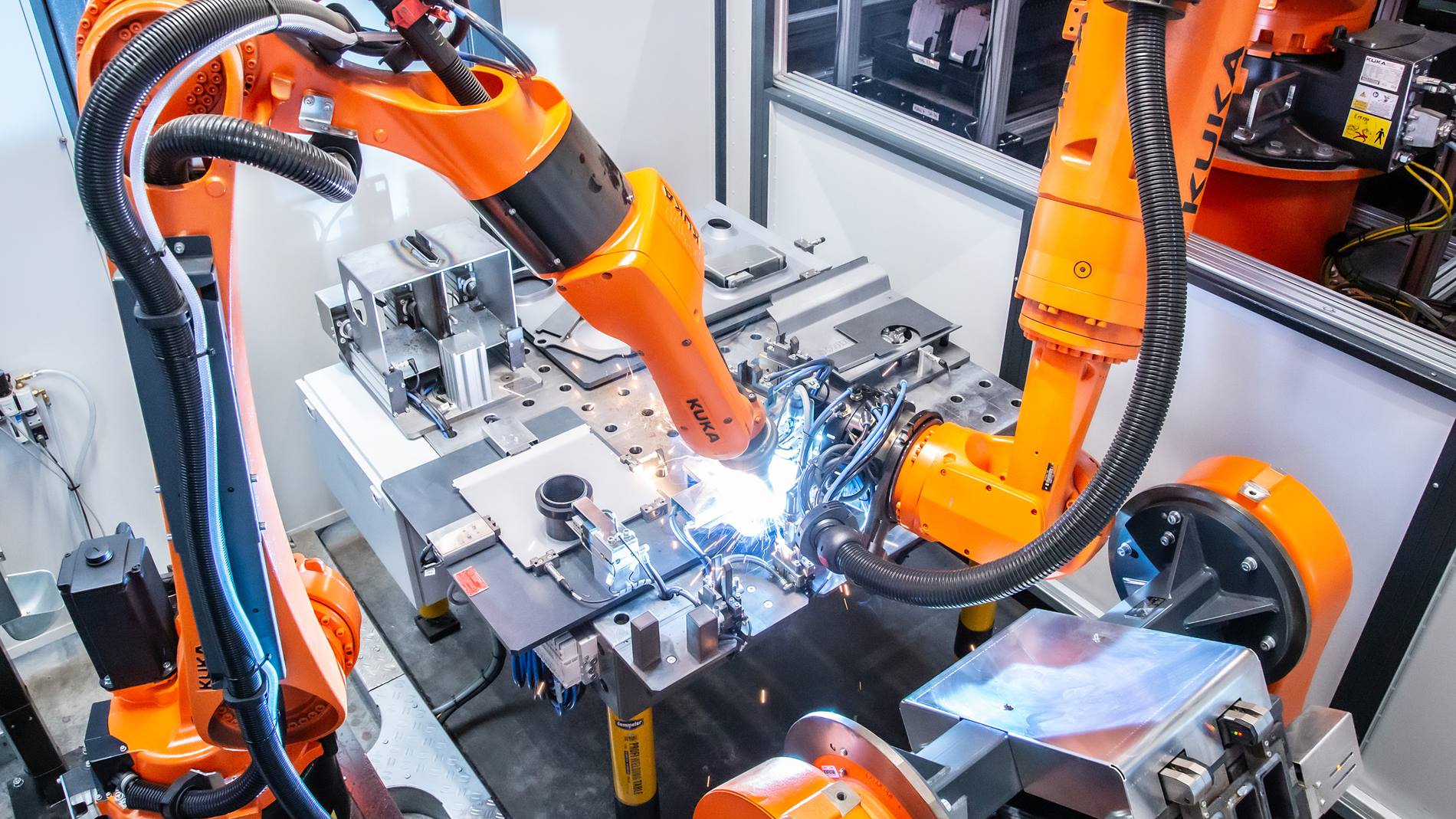
Rô-bốt xử lý KUKA định vị nồi hơi để hàn chính xác vào thiết bị đã được kẹp sẵn.
Sau đó, rô-bốt xử lý sẽ đưa nồi hơi đến ô đã chọn và định vị chính xác nó trong thiết bị đã được kẹp sẵn. Để luôn cung cấp cho rô-bốt vị trí hàn tối ưu, các ô hàn cũng được trang bị bộ định vị hai trục KP2-HV HW của KUKA và có hệ thống thay đổi cổ mỏ hàn tự động."Bằng cách sử dụng các chiều dài đầu đốt khác nhau, hầu như không có bất kỳ hạn chế nào đối với khả năng tiếp cận lò hơi. Bây giờ chúng tôi có thể hàn tự động nhiều mối hàn hơn đáng kể so với trước đây", Giám đốc sản xuất vui vẻ nói. "Trước khi hàn, mỗi nồi hơi được đo bằng cảm biến laser, so sánh với nồi hơi tham chiếu đã được lập trình và nếu có bất kỳ sai lệch nào thì sẽ được căn chỉnh ở đúng vị trí", Stremitzer lưu ý.
Ngoài ra, giống như trong các ô dập, hệ thống thay đổi các bộ phận bị mòn tự động được sử dụng để tự động thay đổi đầu tiếp xúc một cách kịp thời. Khi một nồi hơi được hàn hoàn toàn cuối cùng được yêu cầu gia công lại và kiểm tra rò rỉ chỉ bằng một nút nhấn, nó sẽ tự động được vận chuyển trên một đường băng tải đến khu vực gia công lại. "Số lượng phải hàn lại đã giảm đáng kể", Heitzinger cũng lưu ý: "Tính năng tự động hóa hàn mới cũng mang lại sự trợ giúp to lớn cho nhân viên."
Để luôn cung cấp cho rô-bốt vị trí hàn tối ưu, các ô được trang bị bộ định vị hai trục của KUKA.
Tự động hóa hàn hiện đại được thực hiện với sự hợp tác: Andreas Stremitzer (ism-technic) và Patrick Heitzinger (Windhager).
Hợp tác mang tính đối tác
Giám đốc điều hành Windhager Stefan Gubi nhận thấy lợi ích chính của dây chuyền hàn mới là tăng công suất và năng suất. "Kế hoạch tăng sản lượng lên tới 40% là hoàn toàn thực tế với dây chuyền sản xuất mới. Ngoài ra, chúng tôi có thể phản ứng rất linh hoạt và nhanh chóng trước những thay đổi của thị trường và nếu cần, có thể vận hành những ca làm viêc không có người vào ban đêm."
Cuối cùng, ông chủ công ty ism Andreas Stremitzer muốn đề cập rằng ông luôn đánh giá cao việc có thể dựa vào một đối tác mạnh như KUKA cho những dự án lớn như vậy: "Là một nhà tích hợp hệ thống ở quy mô của chúng tôi, sẽ rất khó đạt được giải pháp tự động hóa phức tạp như vậy nếu không có sự hỗ trợ của đối tác rô-bốt mạnh như KUKA."
Stefan Gubi cũng nhận thấy mối quan hệ đối tác trên những điều kiện bình đẳng là yếu tố thành công rất quan trọng: "Định hướng khách hàng nhất quán là một trong những thương hiệu của Windhager. Chúng tôi cũng yêu cầu điều tương tự từ các đối tác của mình. Cách tiếp cận những mong muốn, yêu cầu và vấn đề của chúng tôi rất mẫu mực. Tôi ngả mũ trước những đối tác như ism và KUKA và cùng nhau hướng tới một tương lai thành công."