Korzystasz ze starszej wersji przeglądarki Internet Explorer. Aby zapewnić optymalnie działanie, zaktualizuj przeglądarkę
Również elastyczne elementy na stałe w uchwycie: KR CYBERTECH automatyzuje montaż zestawów akumulatorów
Produkcja akumulatorów do pojazdów elektrycznych to niebezpieczna sprawa. Powód: ogromne napięcie podczas elektrycznego kontaktu modułów akumulatorów. Wspólnie z KOSTAL Kontakt Systeme GmbH i KUKA firma Liebherr-Verzahntechnik GmbH opracowała technologię z dwoma robotami serii KR CYBERTECH nano, za pomocą której można bezpiecznie i efektywnie łączyć moduły akumulatorów wysokiego napięcia.
Automatyzacja daje e-mobilności wiatr w plecy
Są one ciche, coraz częściej zasilane energią elektryczną ze źródeł odnawialnych, powodują mniej emisji CO2 i mają niższe koszty naprawy i konserwacji: pojazdy elektryczne należą do przyszłości. Szacuje się, że obecnie ponad 27 milionów hybryd typu plug-in i samochodów elektrycznych jeździ już po świecie. A jeśli w latach 2030-2035 wiele dużych państw będzie wyhamowywać dopuszczanie aut spalinowych, liczba ta będzie szybko rosła. Firma KUKA już wcześnie zdała sobie sprawę z potencjału e-mobilności. Od 2014 roku specjalista w dziedzinie automatyzacji z Augsburga optymalizuje swoją ofertę produktów pod kątem specjalnych wymagań, które muszą być spełnione przy produkcji komponentów elektronicznych dla przemysłu motoryzacyjnego. Korzysta z tego również firma Liebherr-Verzahntechnik GmbH w Kempten. Tam powstało zastosowanie robotów, które mogą zapewnić producentom pojazdów elektrycznych i ich poddostawcom większe bezpieczeństwo i większą produktywność. Bo jaki byłby samochód elektryczny bez swojego serca: akumulatora?
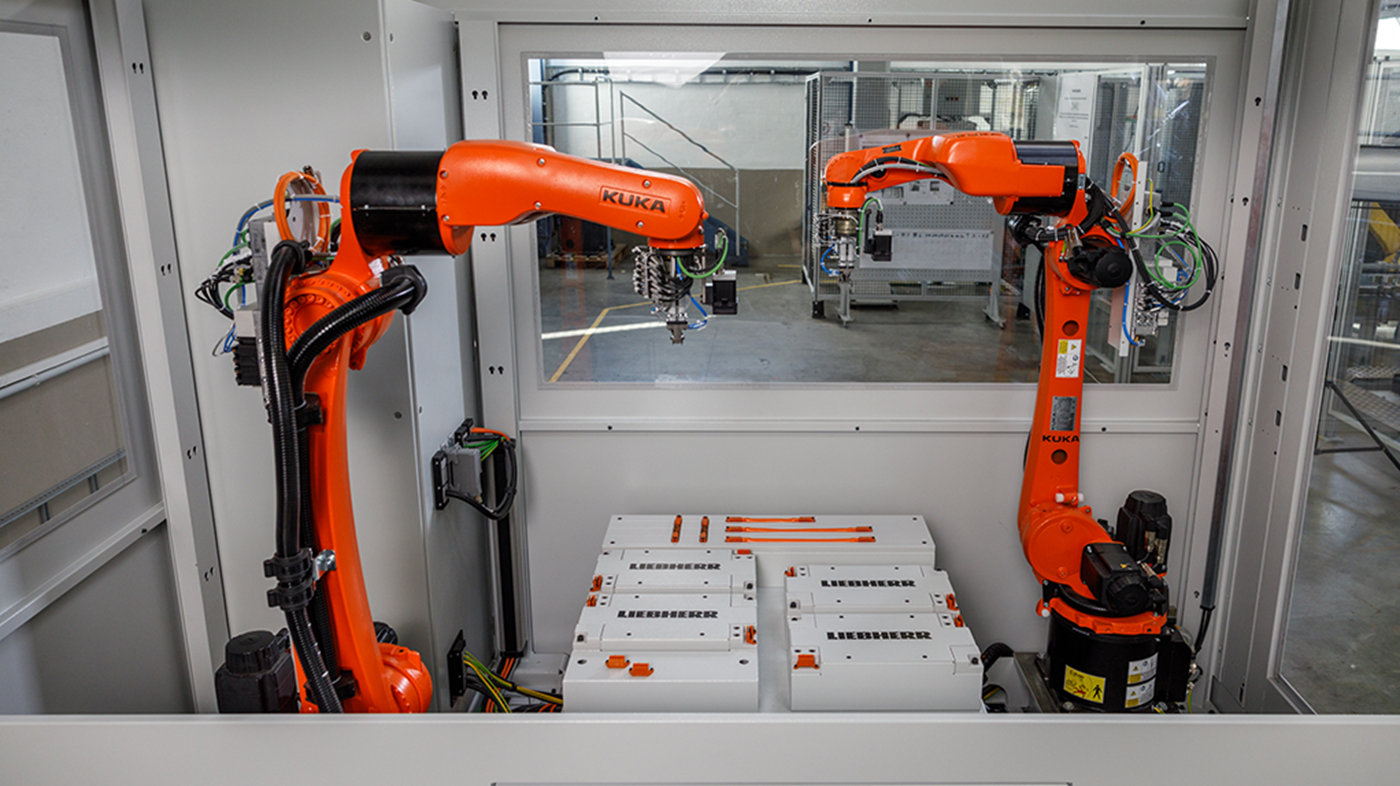
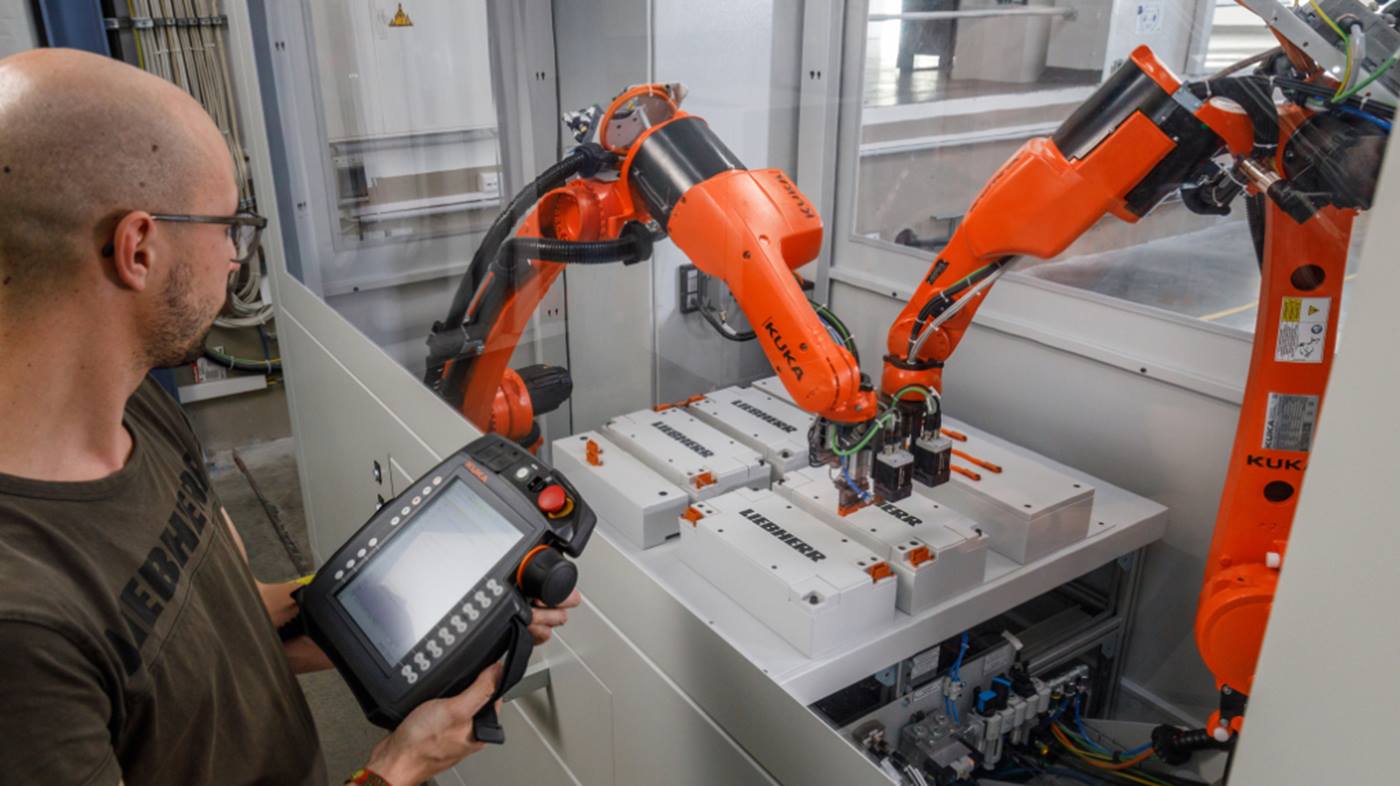
Dwa roboty KR CYBERTECH nano ARC HW łączą moduły akumulatorów wysokonapięciowych, wynosząc bezpieczeństwo i efektywność produkcji na nowy poziom.
Zrobotyzowany montaż zapewnia większe bezpieczeństwo podczas produkcji akumulatorów wysokonapięciowych
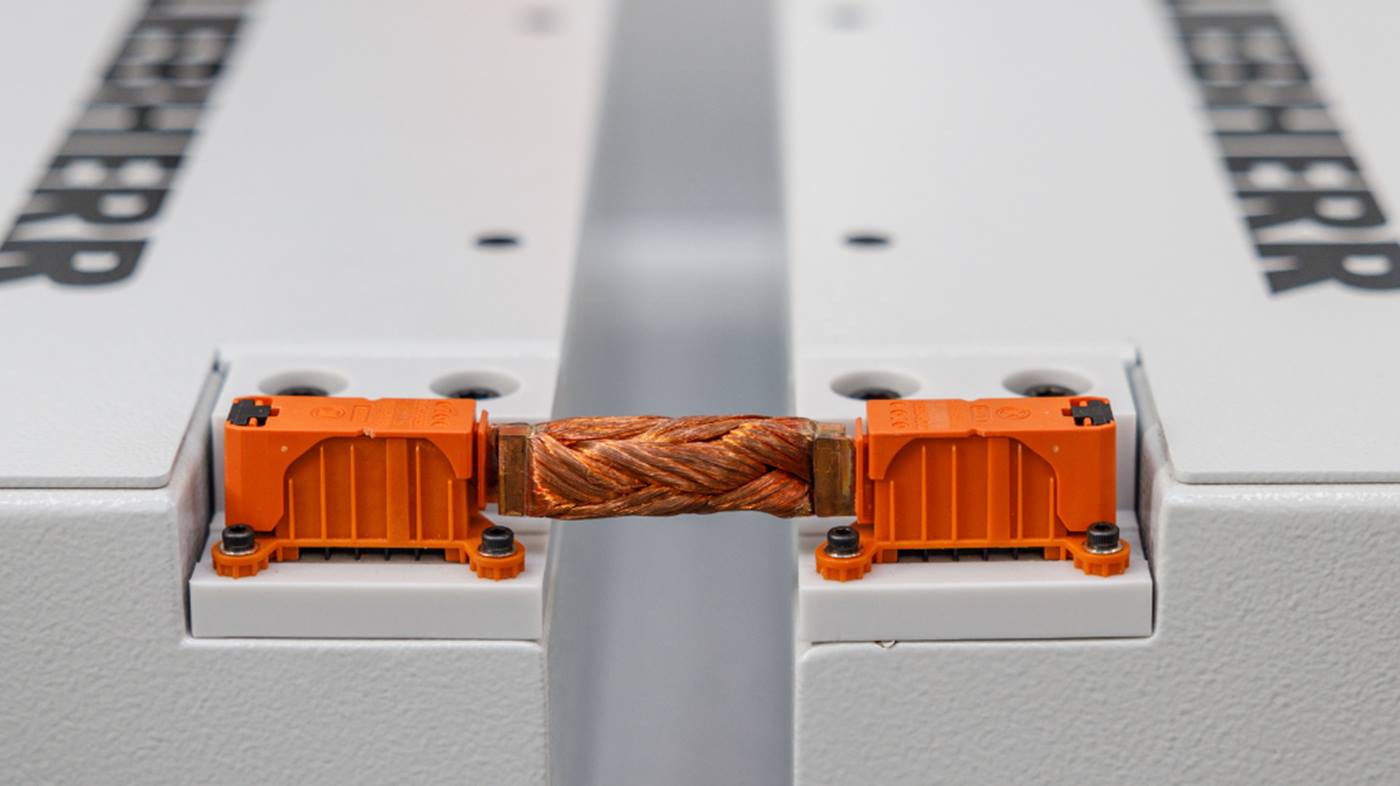
Akumulator wysokonapięciowy zawiera ogromną ilość energii i ma decydujące znaczenie dla zasięgu i czasu ładowania pojazdu. Akumulator wysokonapięciowy składa się z kilku modułów, które są ze sobą stykane elektrycznie i łączone w jeden zestaw akumulatorów. Po podłączeniu te systemy akumulatorowe osiągają napięcie wyjściowe pomiędzy 400 a 800 V DC. Jednak często używane połączenia z szynami prądowymi, tzw. szynoprzewodami stanowią zagrożenie dla bezpieczeństwa pracowników ze względu na otwarte powierzchnie styku.
Jednocześnie roboty przesuwają się w dół z podłączanymi łącznikami modułów do modułów akumulatorów.
Alternatywą jest zastosowanie wtykowych łączników modułowych. Firma z Allgäu wspólnie z KOSTAL Kontakt Systeme GmbH i za pomocą robotów opracowała innowacyjny proces automatycznego montażu wtykowych łączników modułowych z elastycznymi przewodami. Wtykowe, izolowane i elastyczne łączniki modułowe firmy KOSTAL zapobiegają niezamierzonemu kontaktowi z elementami przewodzącymi prąd i mimo ich dużej elastyczności można je podłączyć w sposób zautomatyzowany – w wymaganej elastyczności i wymaganym czasie taktu.
Automatyzacja odgrywa kluczową rolę w ekonomicznej produkcji akumulatorów wysokonapięciowych w dużych ilościach.
E-mobilność: prawdziwa innowacja dzięki robotom z drążonym nadgarstkiem i specjalnemu oprogramowaniu
Za sam proces wtykania odpowiadają dwa roboty KR CYBERTECH nano ARC HW na każdy moduł. Te roboty z drążonym nadgarstkiem są stosowane przede wszystkim podczas spawania w osłonie gazów obojętnych. Ich kompaktowa konstrukcja i duży zasięg oraz możliwość prowadzenia kabli przez oś kiści sprawiły, że są one również idealnym wyborem dla tego zastosowania. Dodatkowo zespół Liebherr-Verzahntechnik GmbH wybrał pakiet oprogramowania KUKA.RoboTeam . Umożliwia on zsynchronizowaną współpracę dwóch lub kilku robotów. Program i ruch są przy tym dopasowywane w czasie rzeczywistym do siebie, aby nawet skomplikowane procesy – takie jak łączenie elementów elastycznych – powiodły się. Prawdziwa innowacja w dziedzinie elektromobilności.
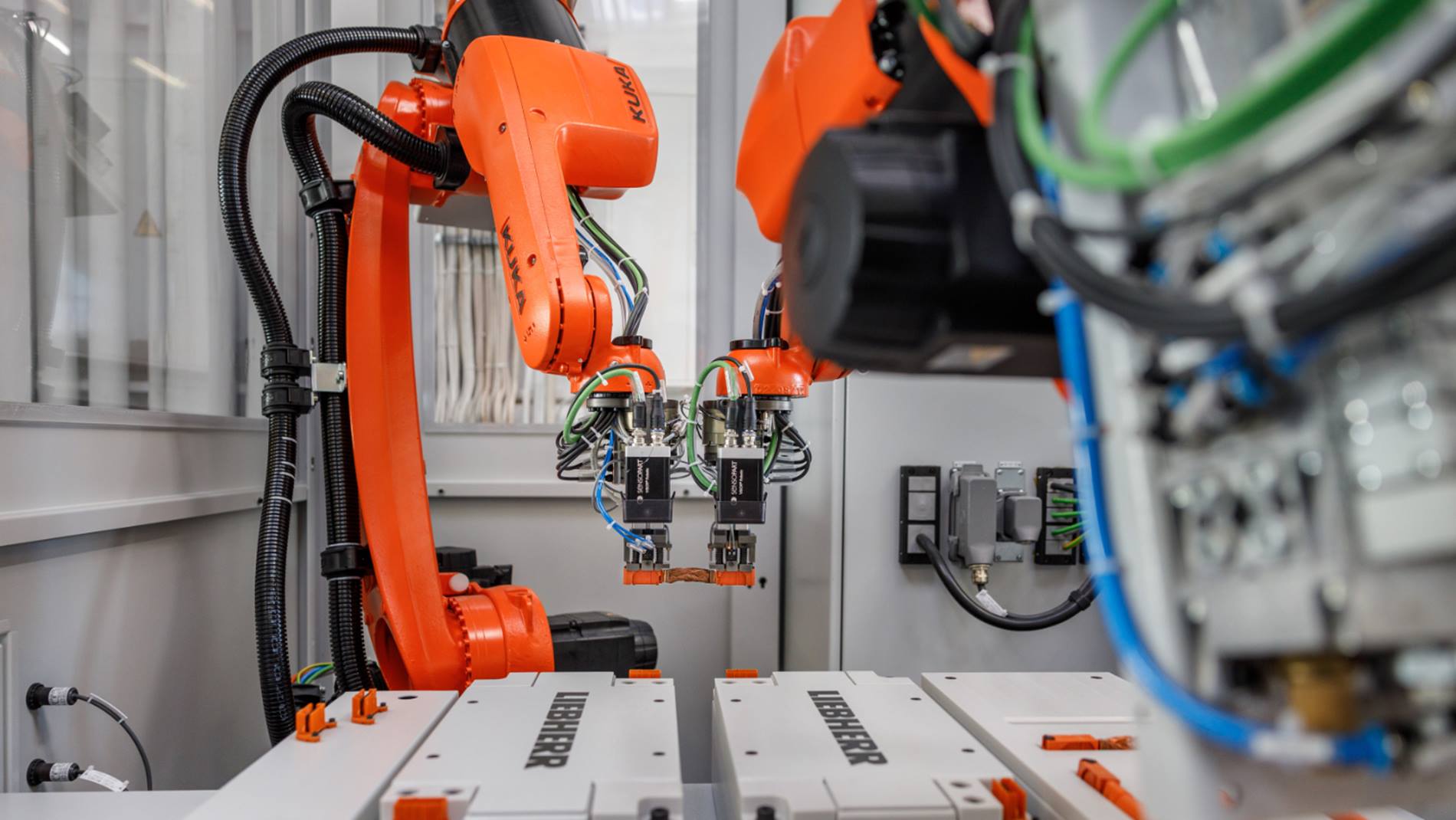
W jednym module dwa roboty KR CYBERTECH nano ARC HW podłączają połączenia elektroniczne.
Oba ramiona robotów pracują ze sobą synchronicznie w produkcji akumulatorów wysokonapięciowych, sterowanych przez pakiet oprogramowania KUKA.RoboTeam.
Brak specjalistów napędza automatyzację
Większość etapów procesu produkcji akumulatorów jest już w pełni zautomatyzowana, aby sprostać wymaganiom przemysłu motoryzacyjnego, np. w zakresie czasów taktu, liczby sztuk, jakości i kosztów produkcji. Ponadto brak specjalistów napędza silny trend w zakresie automatyzacji. Coraz mniej specjalistów jest gotowych do podjęcia tak monotonnego, obciążającego fizycznie i jednocześnie wymagającego zadania. Firma KOSTAL Kontakt Systeme GmbH z Lüdenscheid, która od 1938 roku produkuje i sprzedaje połączenia wtykowe dla przemysłu samochodowego, zauważyła tu lukę rynkową. Opracowała ona złącze wtykowe odpowiednie zarówno do podłączania ręcznego, jak i do automatyzacji. Martin Wolter, kierownik grupy ds. rozwoju w KOSTAL, informuje: „Bezpieczeństwo odgrywa tu bardzo ważną rolę – ponieważ chodzi o styki wysokonapięciowe, muszą one być chronione przed dotknięciem. Jest to porównywalne z gniazdkiem, również tutaj styki są chronione przed przypadkowym dotknięciem palcami. Różnica polega na tym, że złączka wtykowa w pojeździe jest narażona na obciążenie wibracją i zarówno na wysokie, jak i niskie temperatury”.
Nasz system jest bardzo wytrzymały i niezawodnie przenosi prąd przez cały okres eksploatacji przy zmiennych obciążeniach.
Smukła konstrukcja robota KR CYBERTECH nano ARC HW umożliwia dopasowanie dwóch robotów do kompaktowego modułu.
Kamień milowy dla elektromobilności w montażu zestawów akumulatorów
Następnie firma KOSTAL poszukiwała specjalisty w zakresie automatyzacji, aby nowy produkt był gotowy do produkcji seryjnej. KOSTAL znalazł partnera w firmie Liebherr-Verzahntechnik GmbH z Kempten. Firma z Allgäu dostarcza innowacyjne rozwiązania od 1969 r. wielu producentom i dostawcom samochodów, a także klientom z branży budowy zakładów przemysłowych, lotniczej i maszyn budowlanych.
Viktor Bayrhof przed innowacyjną celą, która mogła zostać zaprezentowana na Battery Show po półtora roku prac.
Viktor Bayrhof, menedżer produktów w zakresie systemów automatyzacji, komentuje: „To była sytuacja win-win. Jako stosunkowo nowy gracz w branży montażu akumulatorów znaleźliśmy wyróżnik produktu, a firma KOSTAL ma kogoś, kto zautomatyzuje jej produkt”. Firma z Allgäu współpracuje ściśle z firmą KUKA od ponad dziesięciu lat. Wspólnie te trzy firmy zaczęły pracować, by po półtora roku nowa celka zrobotyzowana mogła zostać wystawiona na wystawie Battery Show w Stuttgarcie.
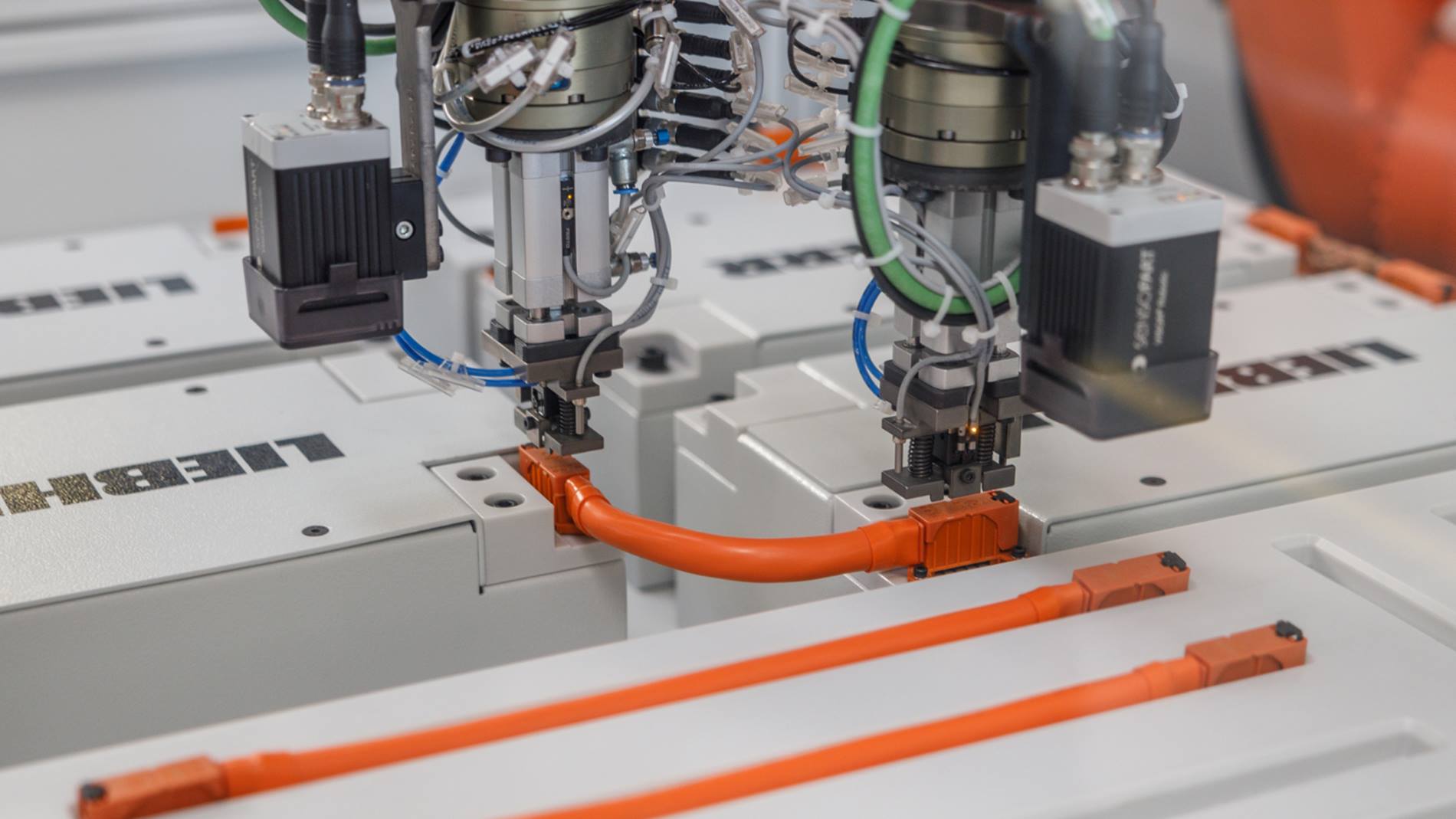
Montaż: robot wkłada elastyczne przewody
Ten proces przyciąga dużą uwagę. Wtykowe łączniki modułowe z elastycznymi przewodami w przeciwieństwie do połączeń śrubowych z szynoprzewodów oferują jeszcze inne zalety: można je łatwiej zamontować, ponieważ tylko wtyczka i element współpracujący muszą być ze sobą połączone, a w trakcie pracy pojazdu mogą kompensować wibracje, dzięki czemu rzadziej dochodzi do utraty styku elektrycznego z powodu zużycia. Ich konstrukcja przynosi również korzyści w przypadku późniejszej wymiany modułów akumulatorów, np. w przypadku aplikacji drugiej generacji lub recyklingu modułów w zestawie akumulatorów. Jedyny haczyk: są one elastyczne i przez to odkształcają się już przy niskich obciążeniach siły i momentu.
A połączenie pasuje - to niezwykle ważny krok w kierunku rozwoju e-mobilności.
Obróbka elastycznych części wymaga optymalnego rozwiązania
Manipulowanie elementami elastycznymi przez maszyny jest do dziś dużym wyzwaniem w montażu: Dla robotów trudne jest np. chwytanie elastycznych przewodów, które mogą się poruszać w dowolnym kierunku. Na podstawie KR CYBERTECH nano ARC HW firma z Kempten opracowała specjalny chwytak, który odbiera przewody z blistra. Ze względu na to, że przewód nie jest prawidłowo ustawiony wewnątrz blistra, stosuje się kamerę 2D: Pomaga ona w określeniu dokładnych pozycji chwytania na elastycznym przewodzie odkształcalnym i precyzyjnym pozycjonowaniu łącznika modułowego na końcu przewodu nad elementem współpracującym wtyczki.
Dzięki kamerze 2D roboty mogą precyzyjnie chwytać i wprowadzać elastyczne części akumulatora wysokonapięciowego.
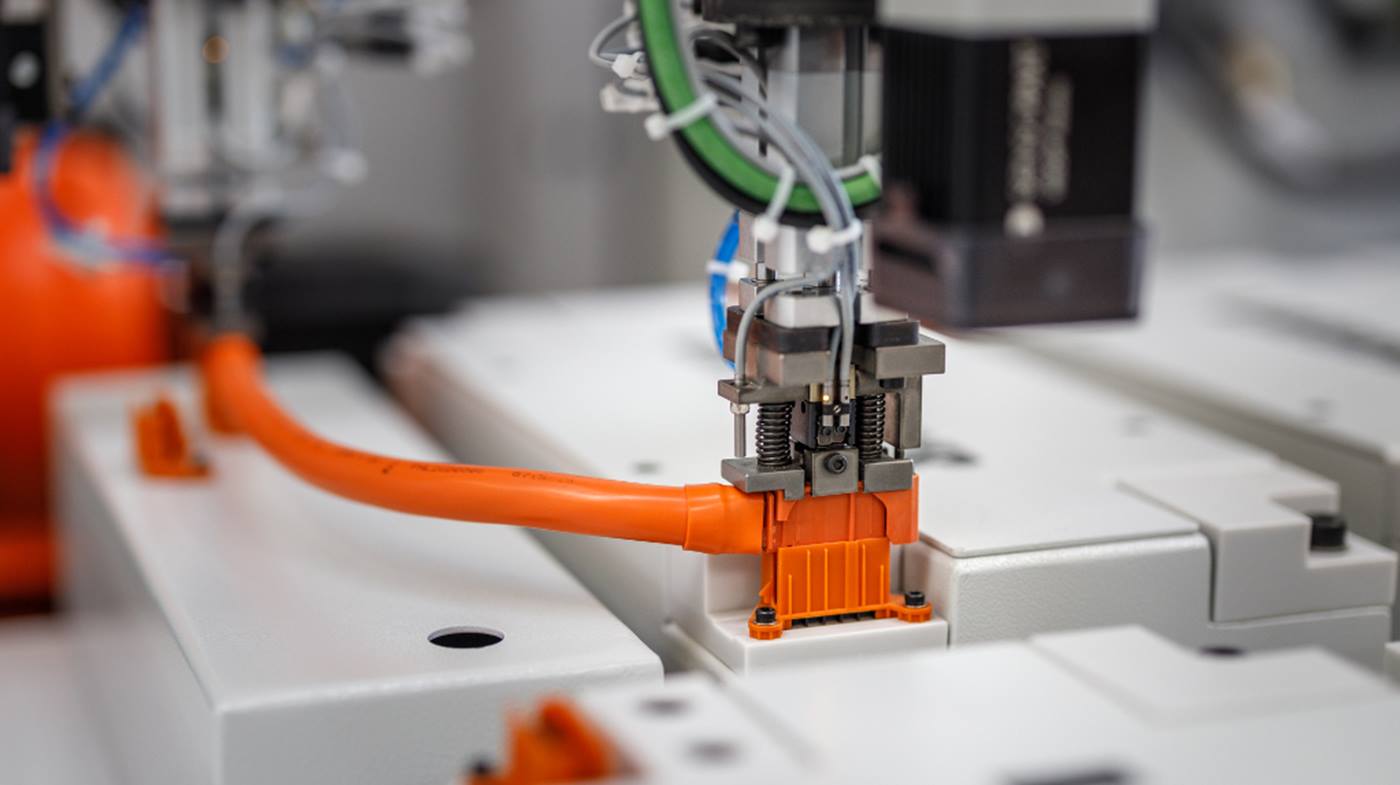
Z zespołami sprężyn do precyzyjnego zastosowania siły
Ze względu na konieczność delikatnej obróbki wtyczki proces wtykania został oddzielony w celu płynnego przebiegu. Zespół sprężyn kontroluje siłę, która jest przenoszona na wtyczkę, i zabezpieczenie blokady wtyczki (zwane również Connector Position Assurance lub CPA). Następnie siłownik pneumatyczny wciska wtyczkę do elementu współpracującego. Ten zespół sprężyn włącza się do momentu osiągnięcia momentu siły 70 niutonometrów i uruchomienia czujnika położenia krańcowego. Jednocześnie umieszczony na sprężynie trzpień blokujący naciska CPA w dół. Dzięki temu CPA jest zablokowane, wtyczka podłączona w sposób zapewniający bezpieczeństwo procesu, a chwytak może się poruszać ponownie w górę. W przeciwieństwie do innych ekspertów w dziedzinie automatyzacji Liebherr świadomie nie rozwiązuje procesu łączenia przewodów z zagięciem poprzez procesy prób i błędów. Każdy chwyt musi pasować. Powód: Technologia powinna być dostępna do użytku seryjnego i musi być w stanie przestrzegać ściśle wymaganych czasów taktu. Zadziałało to więcej niż dobrze. Zamiast wymaganych 17 sekund instalacja osiągnęła czas taktu wynoszący jedynie jedenaście sekund.
Doskonała wydajność dzięki odpowiedniej kombinacji oprogramowania i robota.
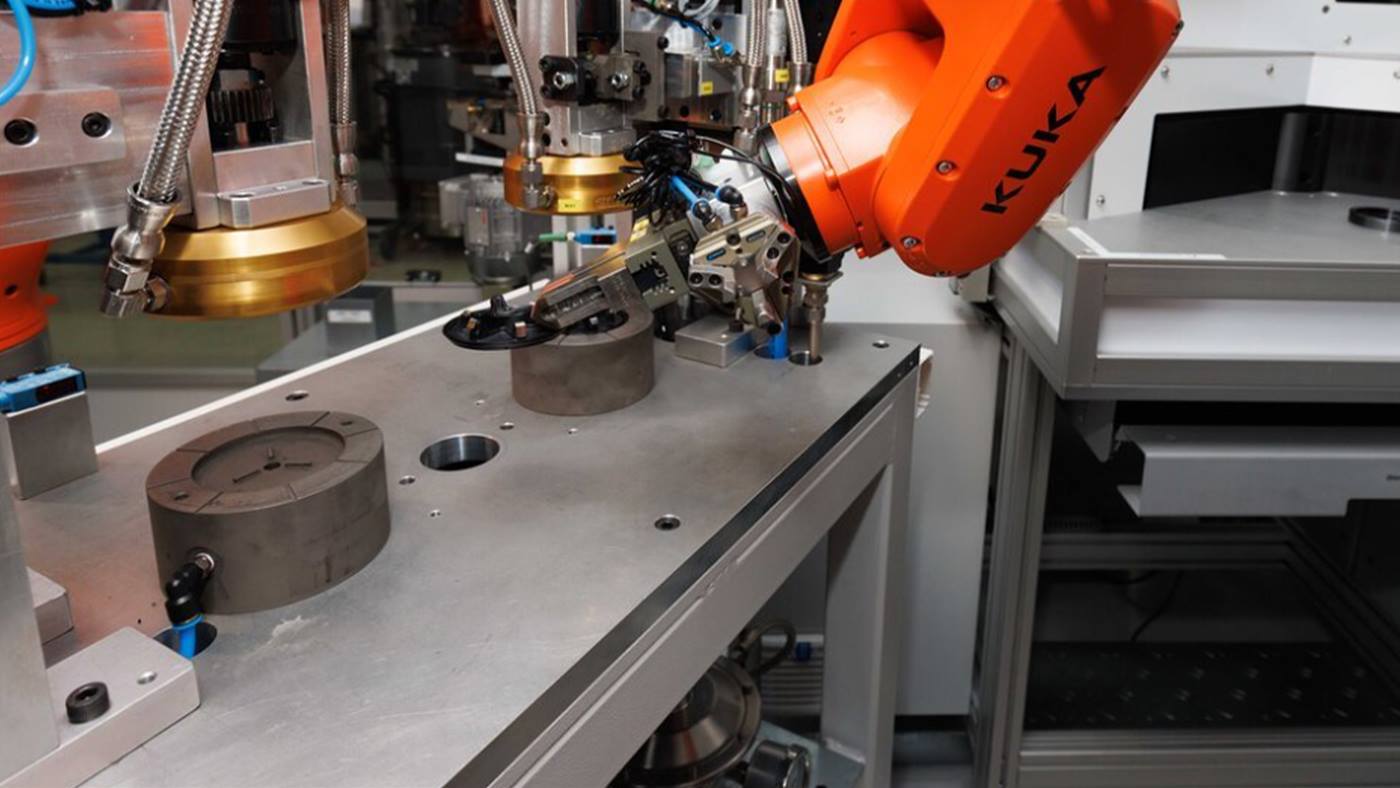
W procesie automatyzacji stosowany jest KR CYBERTECH nano ARC HW. Elastyczny, niedrogi robot przemysłowy specjalizuje się w pracy z małymi elementami i może osiągnąć nawet trudno dostępne pozycje wtykania. Chroni przed niekontrolowanymi wyładowaniami elektrostatycznymi (ESD) i idealnie nadaje się do pracy z delikatnymi elementami elektronicznymi. W celu zastosowania w kompaktowych komórkach robotycznych ten smukły robot może optymalnie wykorzystać małe przestrzenie.
Za pomocą programatora KUKA smartPAD można śledzić i sterować każdym etapem produkcji akumulatorów.
Oprogramowanie KUKA.RoboTeam umożliwia firmie Liebherr współpracę obu chwytaków w trybie Master-Slave, co pozwala optymalnie naśladować ludzkie ramiona. Dzięki temu roboty mogą manipulować różnymi długościami przewodów i pozycjami wtykowymi oraz wyrównać tolerancje pozycji. Zintegrowane rozpoznawanie obrazów pomaga w określeniu rzeczywistych pozycji gniazd. Wreszcie, to rozwiązanie można zastosować nie tylko w przypadku styków elektrycznych, ale również w przypadku innych elastycznych elementów w produkcji baterii – na przykład w przypadku zautomatyzowanego procesu podłączania kabli transmisji danych między systemem Battery Management System (BMS) a Cell Management Controller (CMC).
Wysokie standardy jakości: przygotowane do elektromobilności
Według Martina Klausa, Global Business Development Manager Electronics w firmie KUKA, wiele firm z branży motoryzacyjnej może w przyszłości pozostać konkurencyjnych tylko dzięki automatyzacji. „Trend samochodów elektrycznych napędzanych akumulatorami oraz rosnący postęp techniczny w samochodach znacznie zwiększa liczbę i różnorodność złożonych komponentów elektronicznych” – podkreśla Klaus, odpowiedzialny za Automotive Electronics. Według Klausa te komponenty, m.in. inwertery, silniki elektryczne, wyświetlacze, kamery i sterowniki, mogą być produkowane „tylko z wysokim stopniem automatyzacji pod względem wymaganej jakości i ilości”.
Dzięki interakcji sprzętu i oprogramowania poszczególne komponenty są bardzo dobrze sterowane.
Dzięki robotyce można zrealizować wiele procesów, które są potrzebne w produkcji elektronicznej.
Nowe partnerstwo w zakresie montażu zestawów akumulatorów
Specjalista od robotów z Augsburga jest na to przygotowany i posiada roboty zabezpieczone przed ESD oraz certyfikowane do pomieszczeń sterylnych i suchych. Viktor Bayrhof z Liebherr widzi to podobnie. „Wysokonapięciowe systemy akumulatorów są najdroższym elementem pojazdu elektrycznego” – mówi Bayrhof. „Automatyzacja odgrywa kluczową rolę w ekonomicznej produkcji tych akumulatorów w dużych ilościach”. Opracowane przez zaangażowane przedsiębiorstwa rozwiązanie może zapewnić konkurencyjność przedsiębiorstw nawet w trudnych czasach. Daje im to stałą kontrolę nad produkcją — w tym nad częściami elastycznymi.