리어 드라이브 액슬 도장의 완벽한 자동화
완벽한 회전을 보장하는 KUKA 로봇
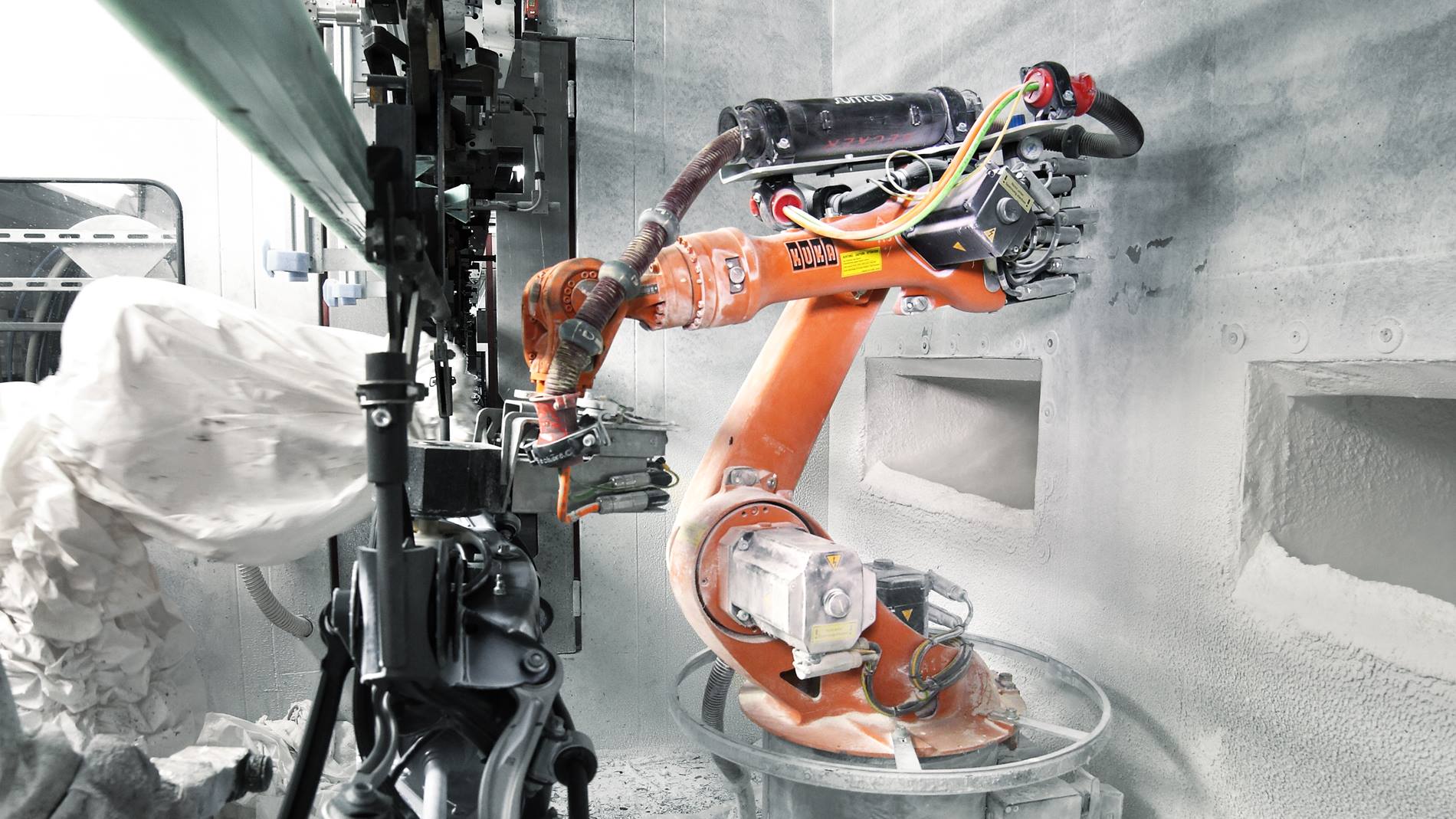
리어 액슬이 컨베이어에 고정되며, 벨트에 연동되어 도장 부스로 운반됩니다. 부스 안에는 두 대의 도장 로봇이 있어 각각 드라이브 샤프트의 왼쪽과 오른쪽 면을 도장합니다. 양쪽에 위치한 로봇은 진정한 혁신을 실현합니다. 소요 면적, 하중 능력, 작동 범위, 방폭과 관련하여 이상적인 KR 16-2는 트랜스미션의 드라이브 샤프트를 회전시키는 역할을 담당합니다.
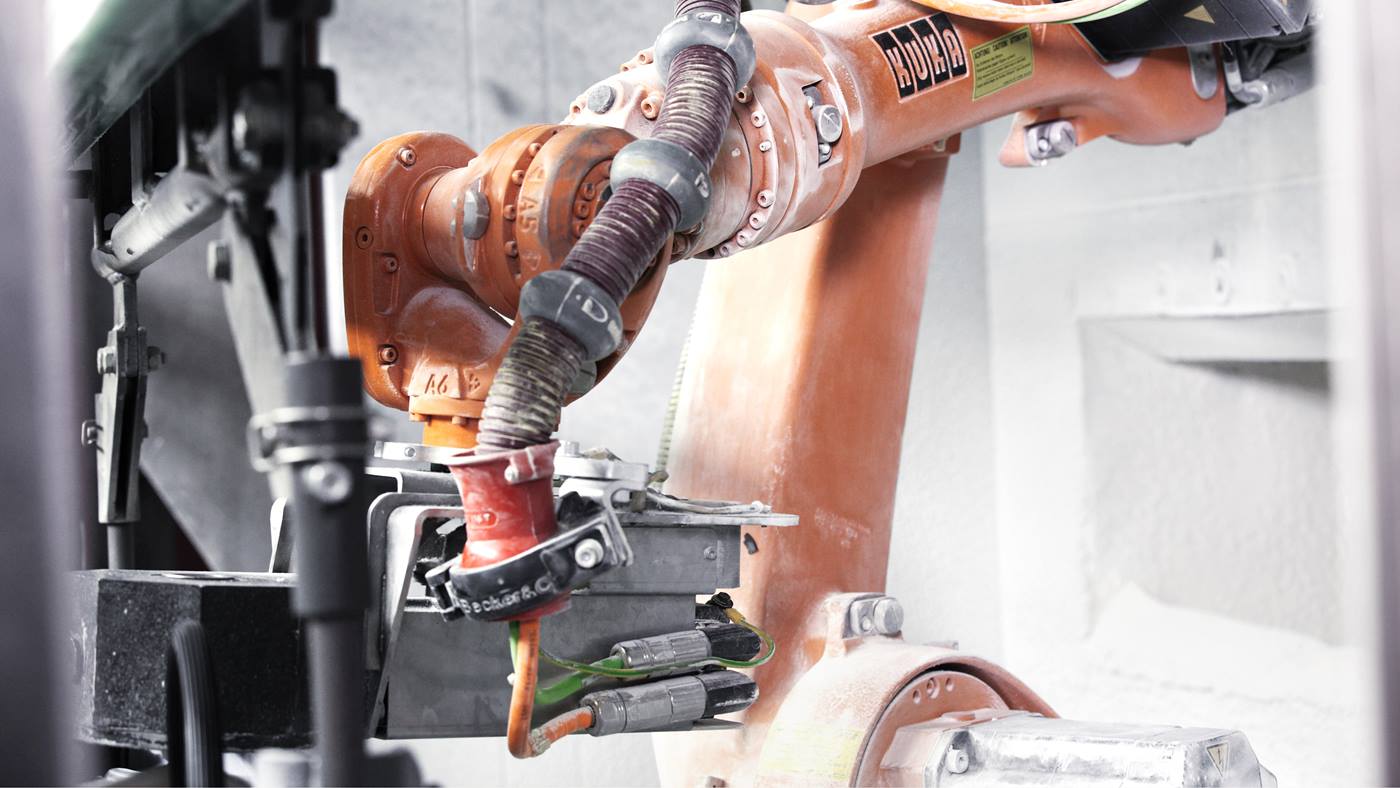
리어 액슬 트랜스미션이 부스를 통과해 지나가는 동안, 로봇은 그 커플링 요소에 도킹하고 서보 모터를 사용하여 액슬을 회전시킵니다. 마찰 고정식 도킹을 위해 Erhardt + Abt의 자동화 기술 전문가는 육각 볼 헤드 홀더를 개발 및 제조했습니다. 이 홀더는 양파 모양의 지붕을 떠올리게 하는 형태로 앨런 볼 헤드의 원리를 사용하며, 최적의 힘 전달을 위한 안정된 맞춤 결합으로 손쉬운 도킹 및 도킹 해제를 가능하게 합니다.
이를 위해서는 로봇이 볼 헤드의 정확한 위치를 알아야 합니다. 지속적으로 작동하는 컨베이어 시스템은 부스 입구(셀 인입구)에서 트랜스미션으로 도킹하는 작업을 어렵게 합니다. 체인 컨베이어의 서스펜션이 여러 방향으로 무질서하게 움직일 수 있으며, 동일한 유형의 축도 서로 다르게 걸리게 됩니다. 따라서 센티미터 범위의 공차를 보정해야 합니다. 또한, 리어 액슬은 "적시생산(just in time)" 방식으로 생산되며, 이는 특별한 순서 없이 다양한 모델 시리즈를 생산하는 것을 의미합니다.
그 결과로 생성된 서로 다른 도킹 위치의 좌표를 측정하기 위해, 도장 부스로 진입하기 전에 트리거를 통해 볼 헤드의 영상이 만들어집니다. 그러면 이 컨베이어 관련 데이터가 영상 처리 시스템 ExploRob의 도움으로 로봇 컨트롤러에 전송됩니다. KUKA 로봇이 도킹하고, (두 도장 로봇에 의해) 도장이 균일한 두께로 도포되고 리어 액슬이 다시 부스 밖으로 이동할 때까지 샤프트를 회전시킵니다.