焊接机器人的调试和编程十分简单
KUKA.ArcTech 为 KUKA 机器人系统完善了用于机器人辅助气体保护焊的直观命令、结构化菜单和实用状态键。 为了能够简单便捷地操作,在常用的 KUKA smartPAD 操作界面中添加了多个用于控制焊接过程和电源的实用状态键。通过将集成的 EasyTeach 状态键映射到 6D 鼠标的 KUKA.ready2_pilot 按键,可以对焊接工艺指令编程,无需考虑焊缝。

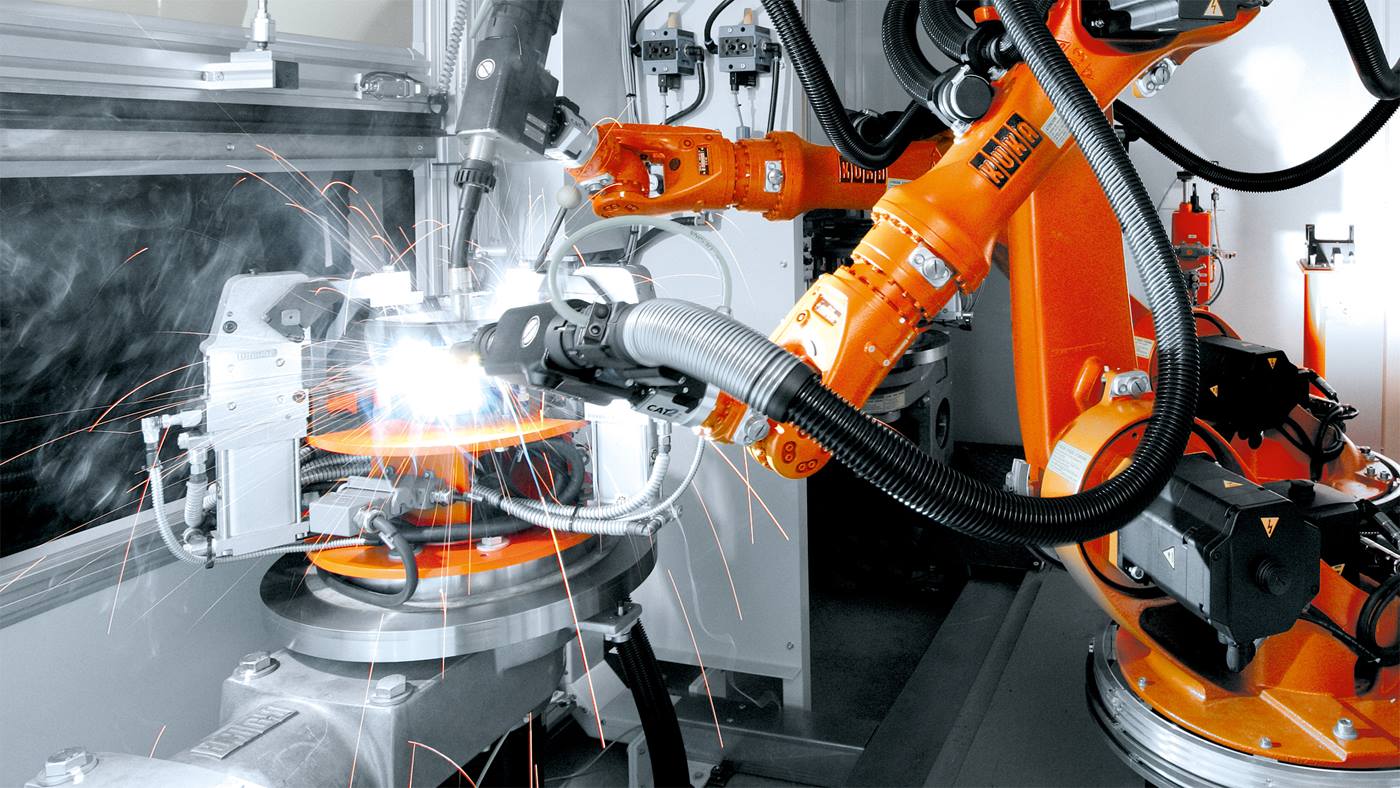
KUKA.ArcTech 系列产品使 KUKA 机器人成为焊接机器人。借助于实用的备选软件包操作您的焊接应用并进行编程,方便、直观且保证质量。
KUKA.ArcTech 为 KUKA 机器人系统完善了用于机器人辅助气体保护焊的直观命令、结构化菜单和实用状态键。 为了能够简单便捷地操作,在常用的 KUKA smartPAD 操作界面中添加了多个用于控制焊接过程和电源的实用状态键。通过将集成的 EasyTeach 状态键映射到 6D 鼠标的 KUKA.ready2_pilot 按键,可以对焊接工艺指令编程,无需考虑焊缝。
焊接电源预配置确保高度兼容所有常用电源,方便集成。灵活的设计使得通过工作/编程运行(以程序号规定额定值)或者特性曲线/信道运行(以多个焊接参数规定额定值)控制电源成为可能。
机器人控制器通过现场总线与电源进行通讯,例如通过标配的 EtherCAT。在此,通过 KUKA.WorkVisual 和预定义配置,例如用于 Binzel、ESAB、EWM Fronius、Kemppi、Megmeet、Miller、Lincoln、Lorch 和 SKS 电源,只需点击一下鼠标即可轻松创建焊接系统的整体配置。根据您的需要,通过单独设置参数优化您的配置。
备选软件包提供大量可选功能,使气体保护焊流程操作简单,编程高效快捷。因此可以有针对性地反映对于电弧焊流程的各种不同要求。
KUKA.ArcTech Basic 是该系列的基本模块。它具备用以解决所有典型标准焊接任务的全部重要功能。至于待控制电源是 MIG/MAG、WIG 或等离子设备,则无关紧要。
KUKA.ArcTech 焊接参数管理系统确保可以简单地对焊接参数编程和优化。该过程可以通过在数据组中生成焊接指令和 WPS(welding procedure specification,焊接工艺规程)来实现。
KUKA.ArcTech Advanced 扩展了 KUKA.ArcTech Basic 的功能组合。附加选项可以解决在焊接技术方面要求更高的焊接任务,例如需要达到严苛的冶金学特性,以及提供更多的工艺监控功能。
KUKA.ArcSense 扩展了 KUKA.ArcTech Basic 的功能组合。
KUKA.ArcSense 分析反馈信号(实际焊接参数),然后补偿例如由于热变形或零件不精确性而产生的受工艺所限的公差。
应用软件 KUKA.ArcSense 是一款 through-arc-seam-tracking (TAST) 传感器,用于对板厚 > 3mm 的角焊缝和 V 形焊缝进行 TCP 位置修正。该功能可靠性需要一个带恒定电压特征曲线 (CV) 的合适的 MIG/MAG 焊接过程以及一个适用于电弧传感器的反馈信号。
如果规定的焊接电源没有向现场总线接口提供反馈信号,KUKA.ArcSense 也可以组合一个分流器盒。
KUKA.ArcTech MultiLayer 在 KUKA.ArcTech Basic 的基础上,扩展了操作简便的功能,用于便捷地对多层焊缝进行编程。基于以规定的程序结构编程的根部焊道,通过特殊的偏量值确定填充层和覆盖层的位置。此外,KUKA.ArcTech MultiLayer 还允许为每一条已编程的焊缝段确定特殊的焊接参数。
为了生产力最大化,可以将 KUKA.ArcTech MultiLayer 与 KUKA.ArcSense 或 KUKA.SeamTech Tracking 相结合。为了优化输入热量,可以在各填充层和覆盖层之后执行其他焊接任务。
KUKA.ArcTech AdaptiveWelding 处理测量变量,例如焊缝体积、间隙宽度或棱边高度偏移,以便相应地自动调整焊接参数。在焊接前和焊接过程期间是否出现偏差对该过程没有影响。连续调整规定值可确保焊缝质量恒定、可靠,并提高应用的生产率。
使用 KUKA.ArcTech AdaptiveWelding 可以在连续的焊接过程中,通过一个可配置的接口,根据部件公差和其他谬误情况,无级地或逐步地调整焊接参数。