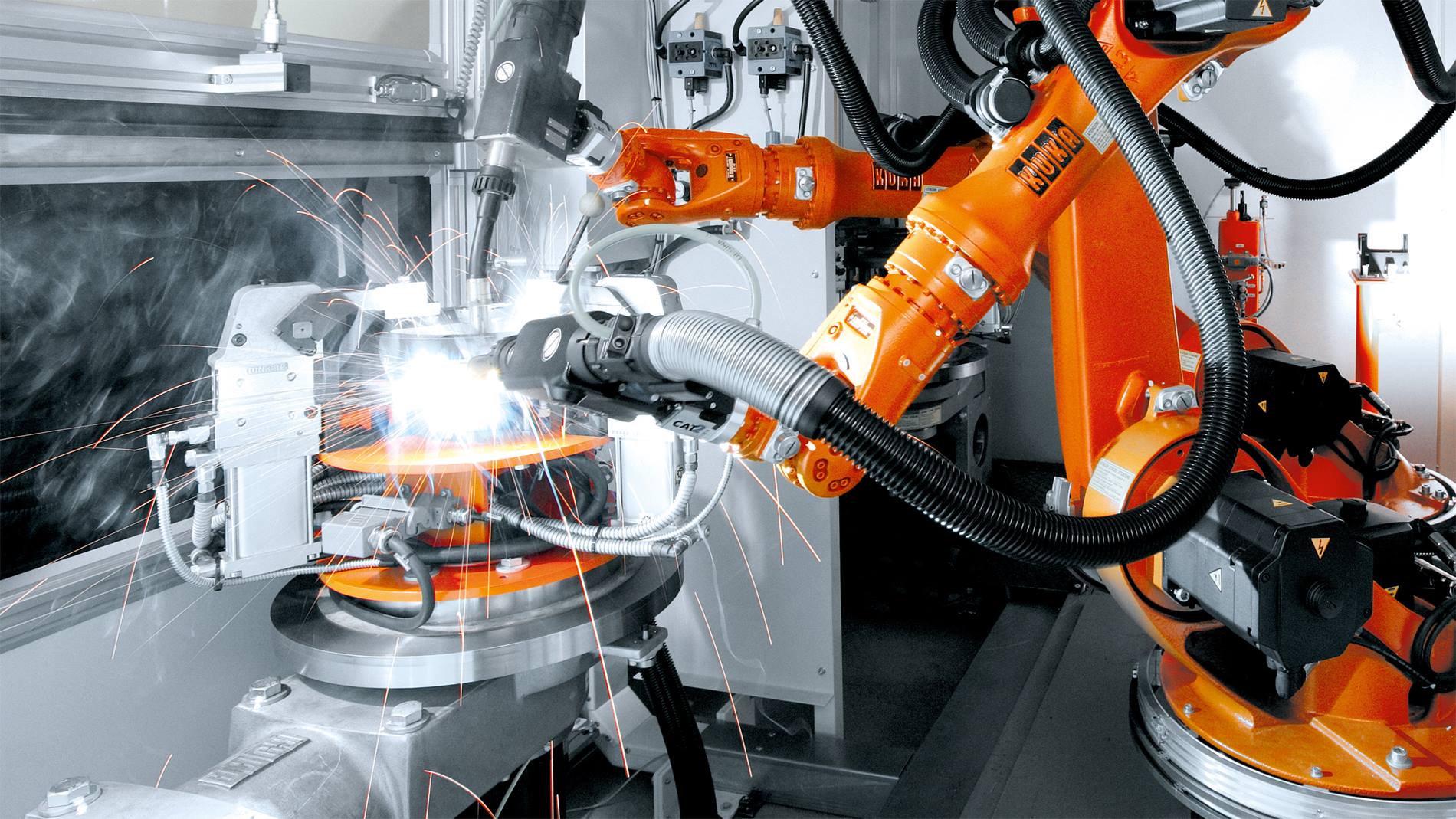
Sudare automatizată cu roboți KUKA. Întotdeauna cu un pas înainte
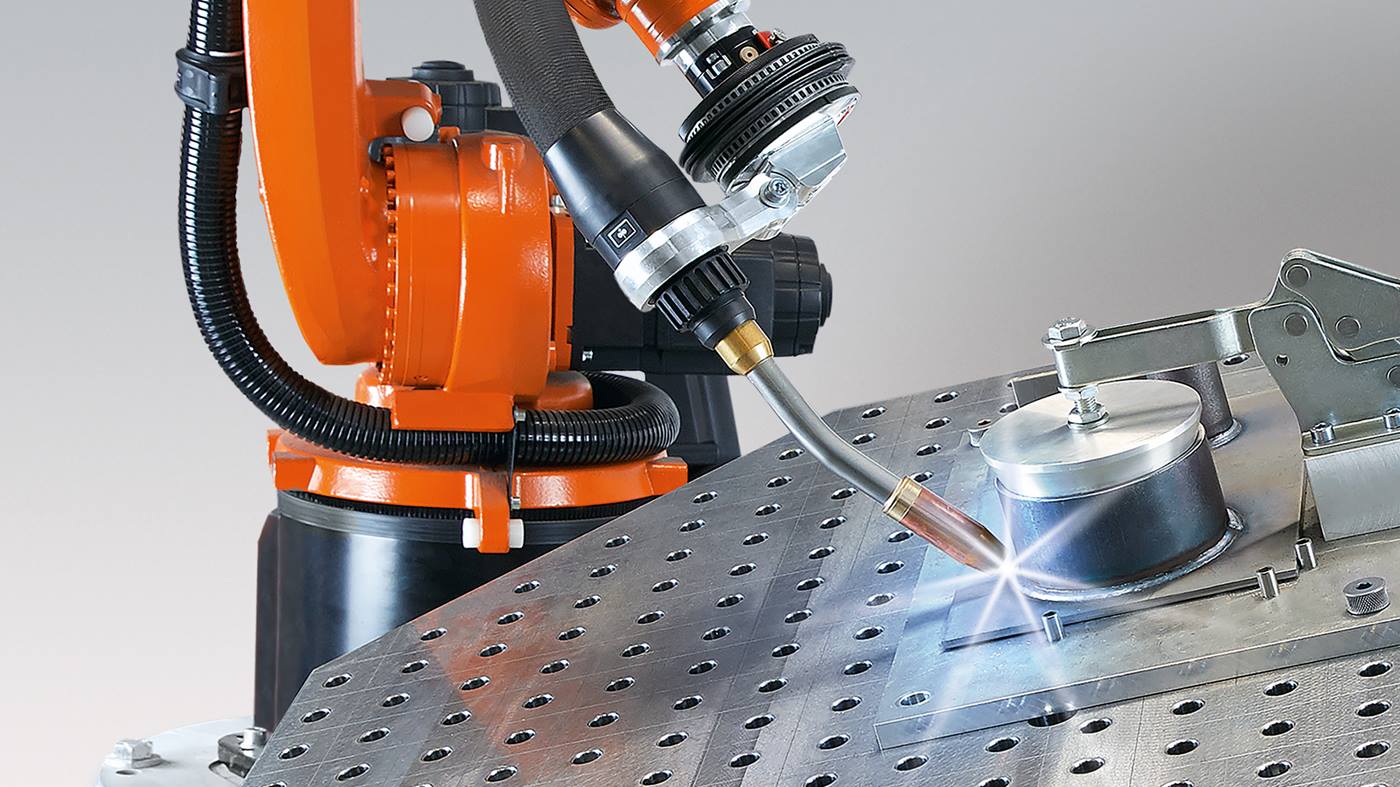
Sudarea cu gaz de protecție este unul dintre cele mai utilizate procese de sudare din industrie datorită vitezei și capacității sale de a prelucra numeroase materiale metalice. Ca inovator și pionier în domeniul automatizării, KUKA oferă, pe lângă funcțiile clasice de sudură, o siguranță a investițiilor pe termen lung prin capacitatea de integrare inteligentă în lumea digitală și interconectată a producției cu o mai mare eficiență și flexibilitate în întregul lanț valoric din industria sudurii.