搅拌摩擦焊:工艺
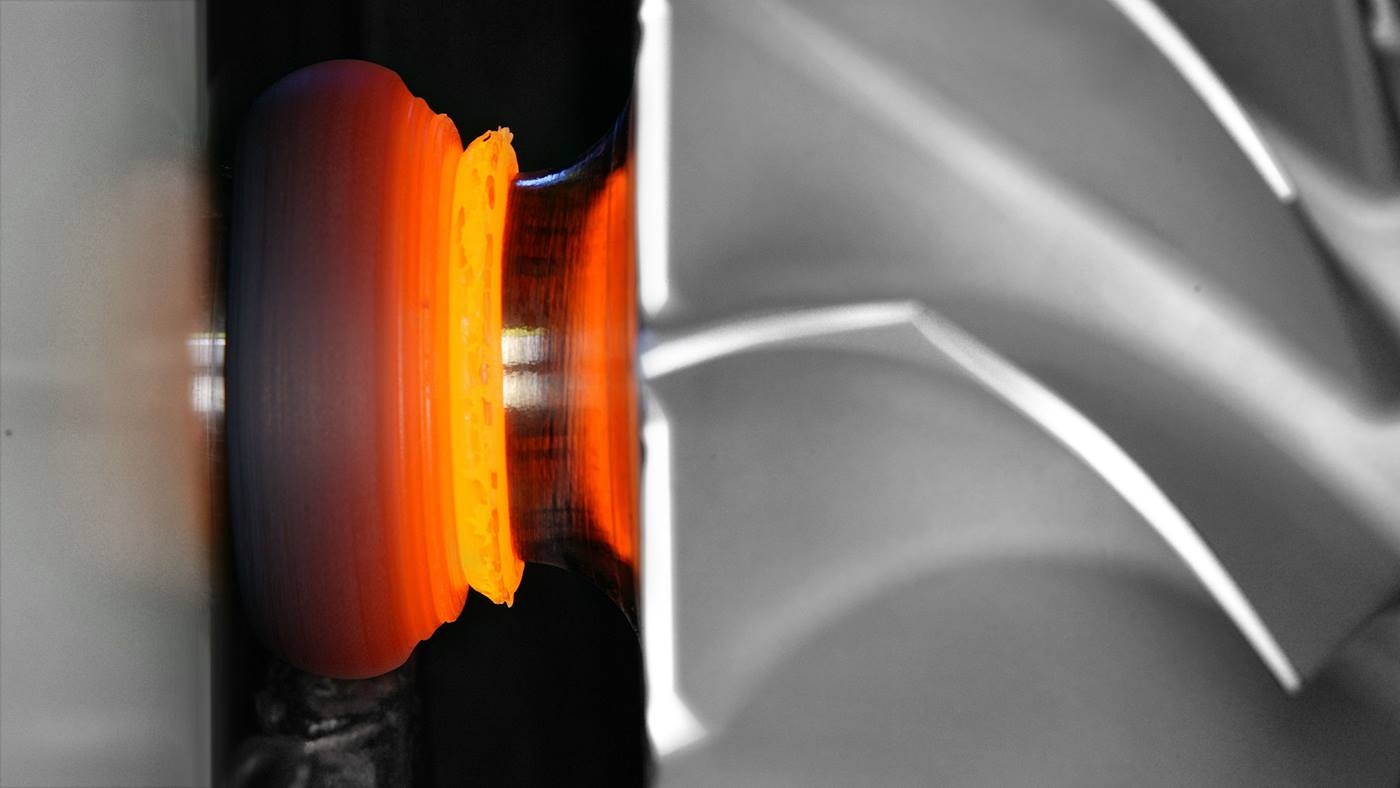
在进行搅拌摩擦焊(英语:Friction Stir Welding)时,将旋转的搅拌头沿着工件插到接触面之间。通过摩擦热使材料塑化并将其相互焊接在一起。
这项工艺特别适用于接合低熔点的有色金属和混合连接。通过搅拌摩擦焊,即使是铝、镁、铜、钛或钢等难焊材料或异种材料都能相互接合。
搅拌摩擦焊是适用于低熔点有色金属和金属混合连接的杰出接合工艺。
在进行搅拌摩擦焊(英语:Friction Stir Welding)时,将旋转的搅拌头沿着工件插到接触面之间。通过摩擦热使材料塑化并将其相互焊接在一起。
这项工艺特别适用于接合低熔点的有色金属和混合连接。通过搅拌摩擦焊,即使是铝、镁、铜、钛或钢等难焊材料或异种材料都能相互接合。

经济高效地接合复杂的 3D 焊缝,例如在功率电子装置冷却系统或手机外壳上
带铝板或型材的铸件
变压器和电池的高导电连接
接合不同的材料组合 – 通常是铝、铜和镁合金
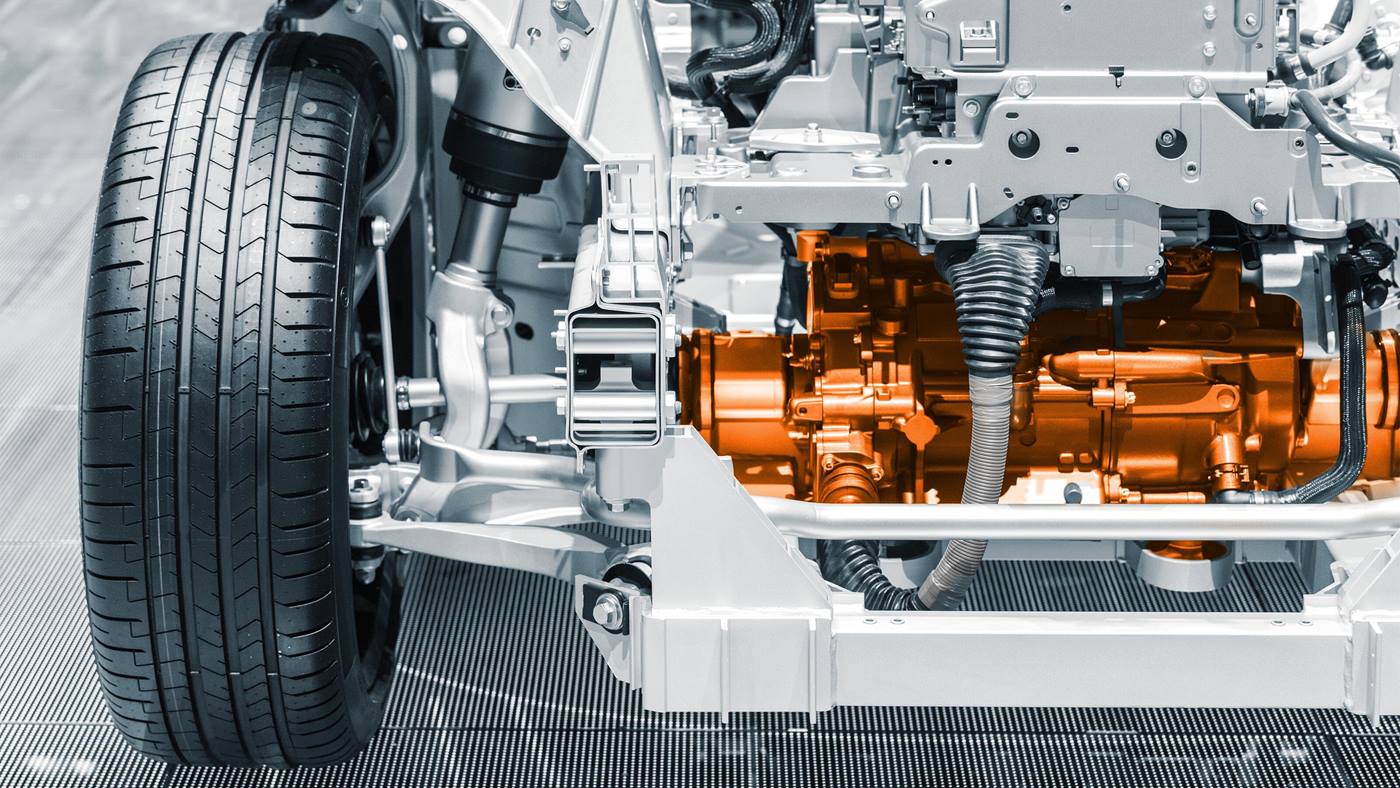
经济高效地接合复杂的 3D 焊缝,例如在冷却系统、车身和驱动系统的部件以及电动汽车的组件上
接合典型的 4000/5000/6000 系列铝合金以及难以焊接的材料组合,例如铝板、连铸型材和铸件
接合可靠性高和气密的焊缝,例如在飞机机身或火箭部件中
由于接合温度低,因此不易发生热变形,同时具有特殊的表面特性以及极高水平的材料特性(例如抗拉强度)
典型材料:2000 系列和 7000 系列高强度铝合金