Utilizați o versiune veche de Internet Explorer. Actualizați browser-ul pentru o prezentare optimă a site-ului web.
Economic și durabil: KR FORTEC sudează carcasele de baterii pentru mașinile hibride plug-in
Cea mai înaltă calitate de sudare combinată cu tehnologia ecologică: Pentru metalele neferoase cu temperaturi de topire scăzute și materialele metalice, sudarea prin frecare cu element activ rotitor - cunoscută și sub denumirea de Friction Stir Welding (FSW) - reprezintă procesul optim. KUKA a pus în practică know-how-ul de care dispune în acest domeniu pentru un mare producător de automobile și a reușit până acum să pună în producție trei celule de sudare prin frecare cu agitare.
O chestiune dificilă: Carcasă de baterii pentru vehicule hibride plug-in
În locul unei mașini cu motor cu ardere, mulți preferă acum să conducă un vehicul electric. Dar ceea ce mulți nu știu: O mașină electrică are nevoie de o temperatură de „confort” - cel puțin bateriile au nevoie. Acest lucru este necesar, deoarece vehiculele electrice funcționează la puterea optimă și ating durata maximă de viață doar la temperatura corectă. De aceea, bateriile litiu-ion trebuie răcite în timpul funcționării și încălzite în cazul unei temperaturi ambiante scăzute. În special în cazul vehiculelor hibride de tip plug-in, această sarcină este îndeplinită de sisteme de răcire integrate în partea inferioară a suporturilor de baterii. Producția acestor carcase este extrem de dificilă și, prin urmare, oferă o aplicație optimă pentru procesele FSW bazate pe robot .
Sudarea prin frecare cu agitare: Procedeu de sudare pentru vehicule hibride plug-in
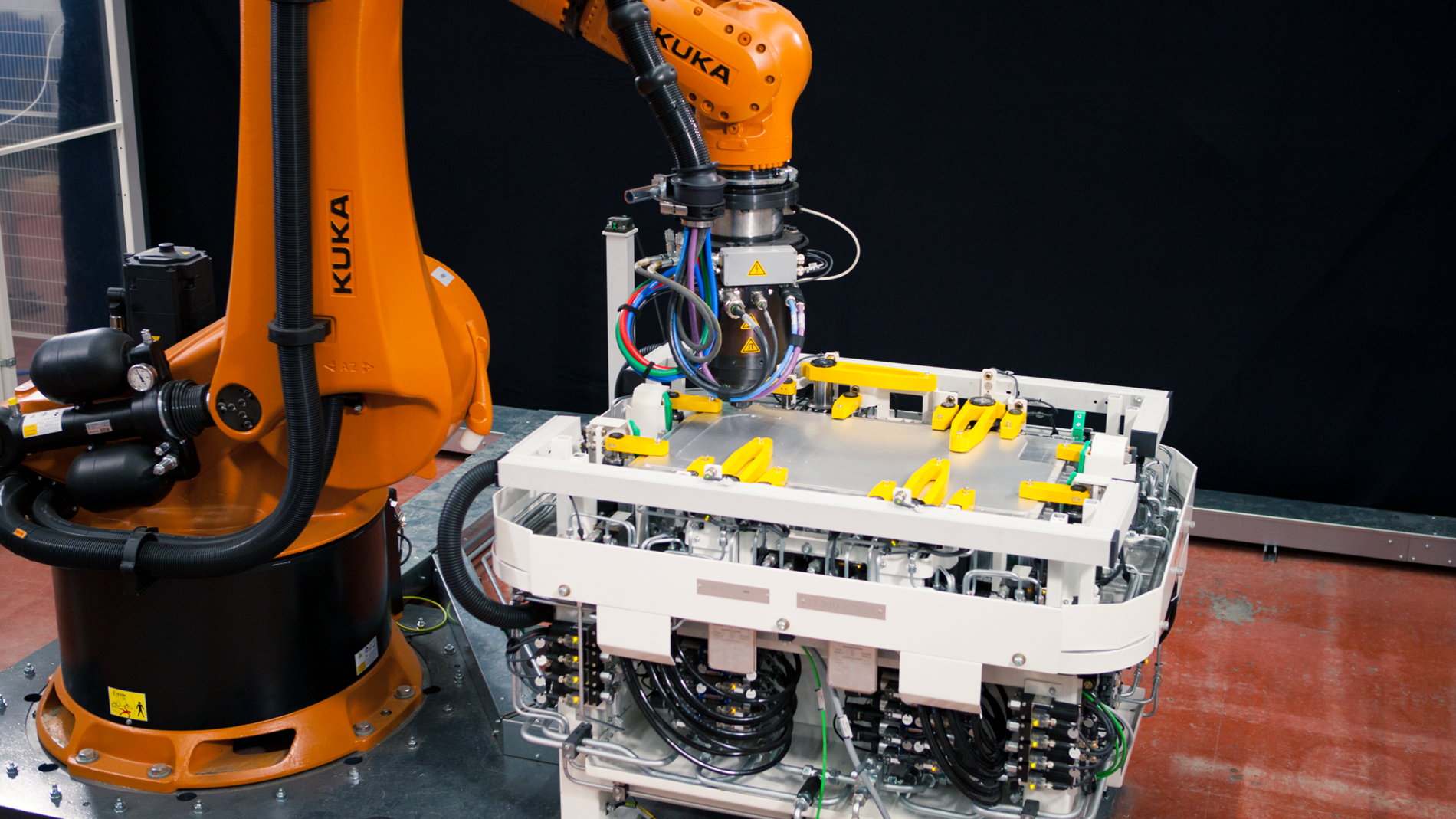
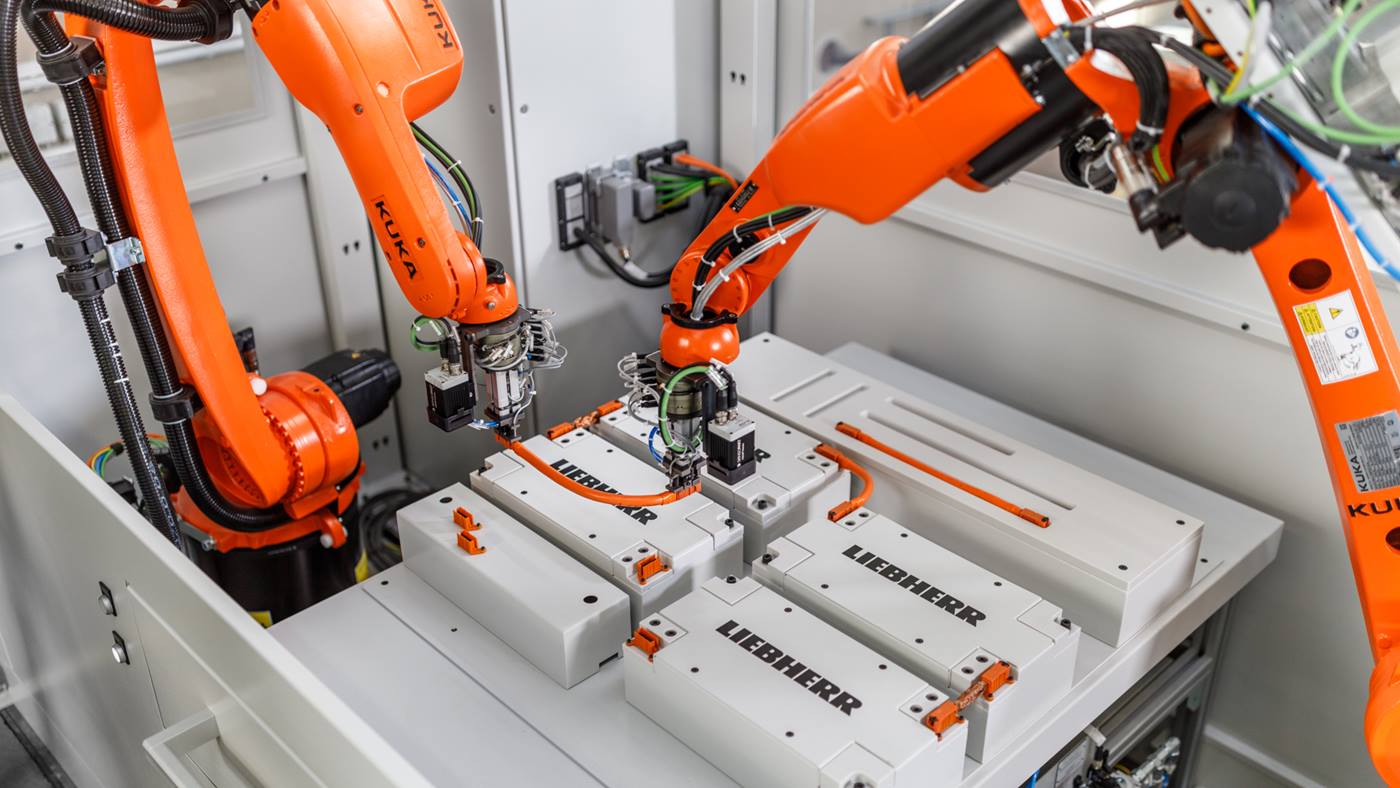
Sudarea prin frecare cu agitare, bazată pe roboți în producția de baterii: Iată cum funcționează.
Sudare prin frecare cu element activ rotitor pentru mașina electrică cu plug-in hibrid
Acest lucru a fost recunoscut, de asemenea, de un mare producător de automobile, care inițial a produs carcasele de baterii prin lipire și îmbinare cu șuruburi. Cu toate acestea, când această procedură nu a avut succesul dorit, au căutat pe piață o nouă soluție. Cerințele în ceea ce privește carcasele bateriilor sunt ridicate: Trebuie să se asigure planeitatea suprafețelor de montare a modulelor, etanșeitatea orificiilor de capăt și respectarea cerințelor testelor de presiune. Cu ajutorul sudării prin frecare cu element activ rotitor, asistată de roboți, KUKA a oferit producătorului auto o metodă sigură și economică pentru producția de mașini electrice hibride plug-in, care garantează siguranța și funcționalitatea carcaselor de baterii.
Studii de fezabilitate pentru sudarea carcaselor de baterii
KUKA a însoțit clientul de la ideea inițială, prin teste, până la livrare. „Dezvoltasem deja prototipuri și le testasem în diverse moduri. În cadrul studiilor de fezabilitate, am testat capacitatea de sudare, am efectuat analize de accesibilitate și simulări de proces. Când toate testele au fost mai mult decât satisfăcătoare, am instalat sistemul la sediul clientului", explică Stefan Fröhlke, Senior Manager Process Solution FSW la KUKA. Celulele de sudare prin frecare cu agitare KUKA cell4_FSWau fost fabricate în special în urma creșterii pieței electromobilității și datorită conceptului modular implementat și oferă eficiență economică excelentă și numeroase posibilități de utilizare și de configurare.
Celula de sudare prin frecare cu agitare KUKA cell4_FSW oferă o utilizare maximă a procesului datorită celor două posturi de lucru.
În cadrul studiilor de fezabilitate, am testat capacitatea de sudare, am efectuat analize de accesibilitate și simulări de proces. Când toate testele au fost mai mult decât satisfăcătoare, am instalat sistemul la sediul clientului.
Avantajele sudării prin frecare cu element activ rotitor cu un instrument FSW adecvat
Pentru etanșarea sistemului de răcire de la modelele hibride plug-in, se folosește sudarea prin frecare cu element activ rotitor pentru a uni panoul de podea cu carcasa turnată exact de-a lungul canalelor de răcire. Pentru un circuit etanș la presiune care poate rezista la alternări ale presiunii, este necesară o secțiune transversală mare a conexiunii și o cusătură bine amestecată și compactată. "Sudarea prin frecare cu element activ rotitor s-a dovedit a fi o tehnologie de îmbinare adecvată, deoarece componentele se deformează cât mai puțin posibil datorită aportului de căldură", explică Stefan Fröhlke procesul. KUKA utilizează sudarea prin frecare cu element activ rotitor cu umăr fix (Stationary Shoulder Friction Stir Welding, SSFSW). Altfel spus: Spre deosebire de sudarea clasică prin frecare cu element activ rotitor, doar bolțul de sudare se rotește într-un umăr fix. În timpul mișcării de avans, de-a lungul cusăturii sudate se formează o suprafață sudată plană și netedă. Efortul de post-procesare este astfel redus.
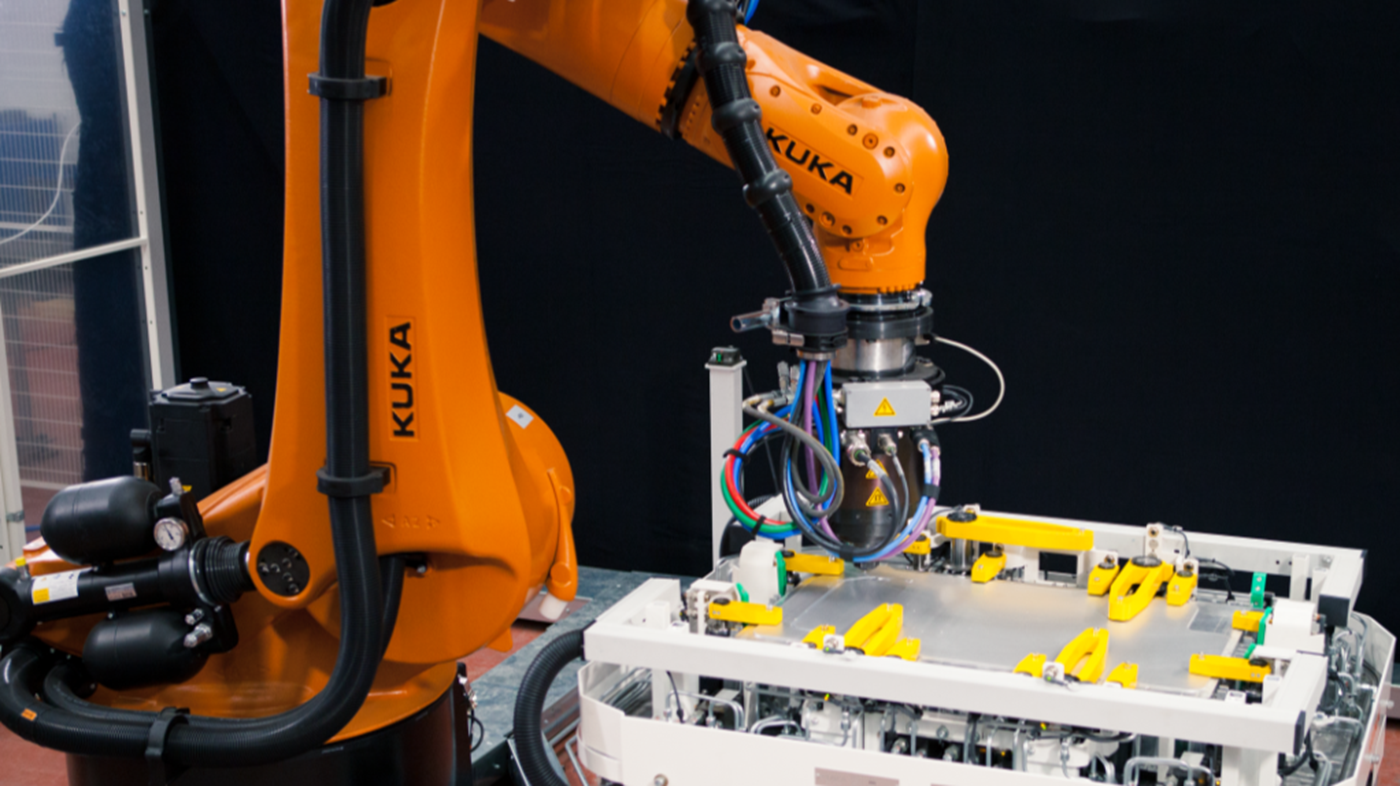
Sudarea prin frecare cu element activ rotitor este ideală pentru carcasele bateriilor dintr-un vehicul cu propulsie electrică de tip plug-in hibrid.
Industrie 4.0: Înregistrarea transparentă a datelor privind calitatea
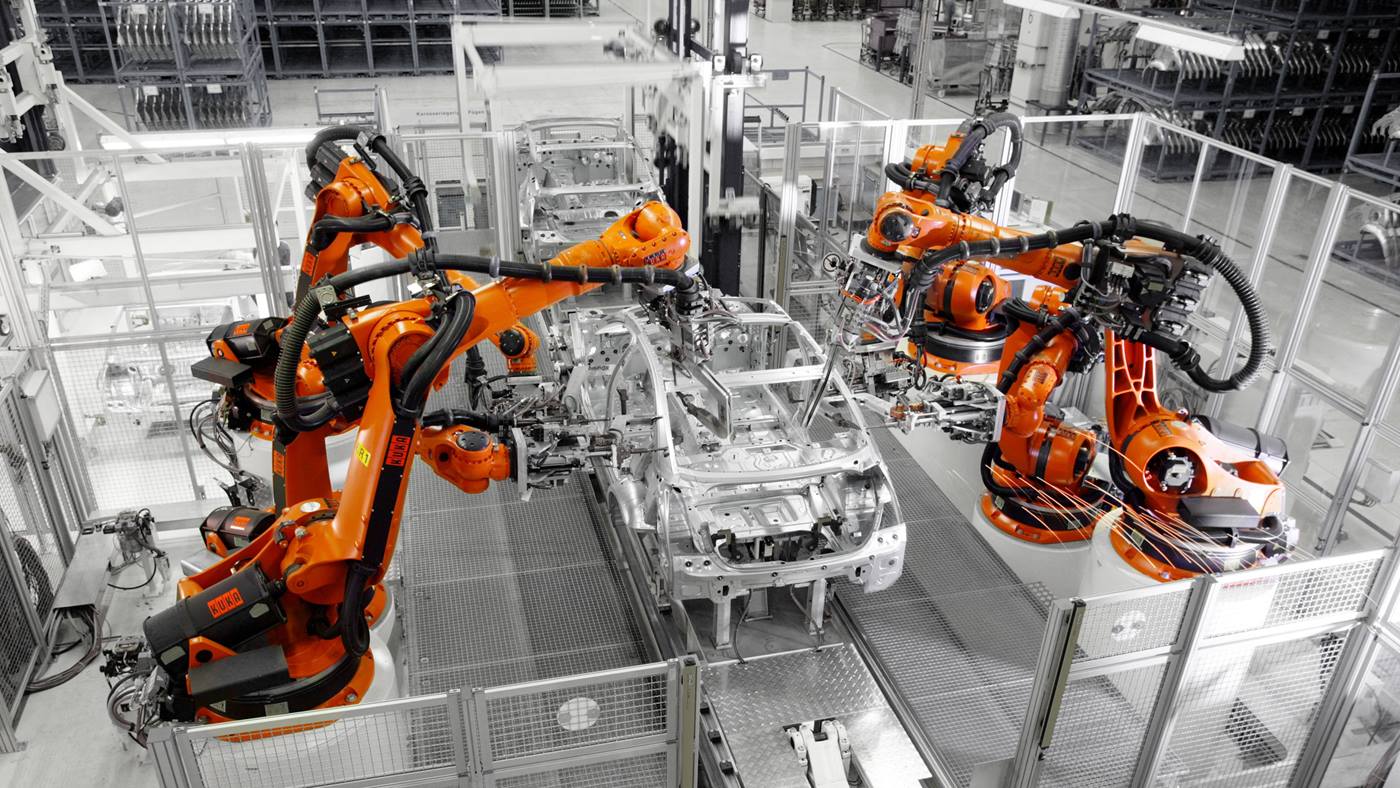
Alte beneficii pentru client datorate celulei de sudare KUKA cell4_FSW: Roboții de mare capacitate din seria KR FORTEC pot asigura o precizie crescută a traiectoriei la componente mari datorită rigidității și duratei de viață ridicate. „În același timp, sistemul nostru de control al procesului și de înregistrare (PCD) permite clientului să urmărească toți parametrii esențiali ai procesului și să înregistreze în mod transparent datele privind calitatea”, subliniază Till Maier, manager de portofoliu. În acest fel, KUKA a creat o bază pentru integrarea Industriei 4.0. În plus, schimbul simplu de date cu KUKA Remote Service permite o asistență rapidă în caz de probleme, prevenind, astfel, timpii de oprire îndelungați.
Conducerea cu respectarea protecției mediului: Tehnologie ecologică pentru mașina electrică
Procesul nu este doar economic și de înaltă calitate, ci este considerat și o tehnologie ecologică. „Datorită consumului redus de energie, sudarea prin frecare cu element activ rotitor este ecologică și nu sunt necesare nici măsuri de extracție a fumului sau măsuri antiorbire”, explică Stefan Fröhlke. Această combinație dintre calitate, economie și durabilitate l-a convins pe client.
Procesul FSW consumă puțină energie și, prin urmare, este și durabil.
Sudare prin frecare cu element activ rotitor: Povestea de succes a mașinilor electrice continuă
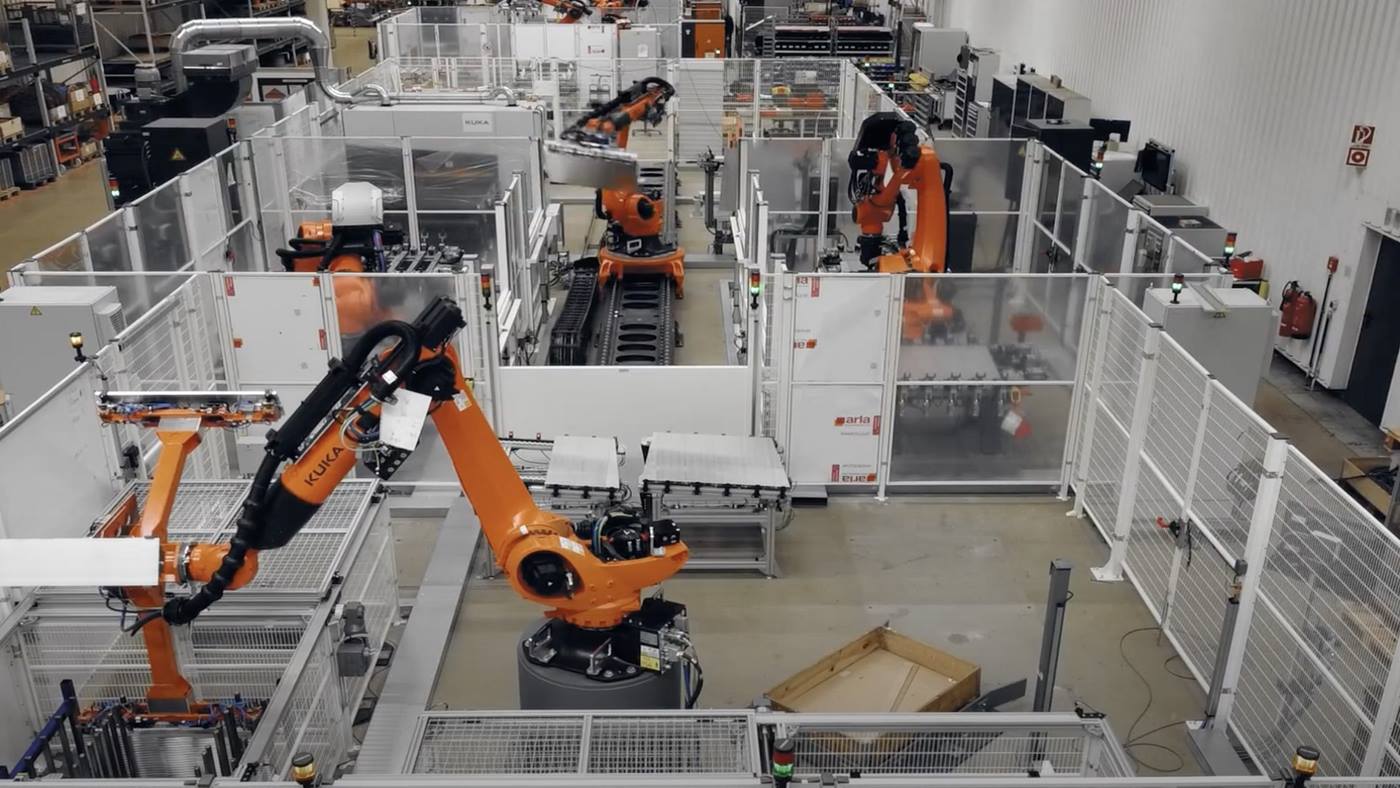
După o fază de prototip și testare, prima instalație a fost pusă în producție în Germania pentru prima dată în 2016 și de atunci a servit drept model pentru producția de carcase de baterii pentru vehiculele cu propulsie electrică realizate în cadrul grupului. Ca parte a extinderii capacității de sudare prin frecare cu agitare, producătorul de automobile a restructurat responsabilitatea procesului și a transferat-o la filiala sa din Suedia, care a construit o nouă hală, destinată special acestui scop. În acest context, la KUKA au fost comandate încă două celule de sudare prin frecare cu agitare.
Noul concept de automatizare reduce timpul de ciclu cu 25%
Prima celulă s-a mutat în Suedia în septembrie 2020, iar cele două noi celule KUKA cell4_FSW au primit acceptul preliminar la Augsburg, în mai 2021. Doar două luni mai târziu, în iulie 2021, cele două instalații au fost puse în funcțiune la sediul clientului. Optimizările în comparație cu prima celulă i-au impresionat pe toți cei implicați: Prin automatizarea sistemului complex de strângere hidraulică, durata totală a ciclului, inclusiv manipularea componentelor, a fost redusă de la 20 de minute anterior la 15 minute în prezent. În același timp, calitatea produsului, de exemplu a cordonului de sudură, s-a îmbunătățit datorită optimizării sistemului de strângere.
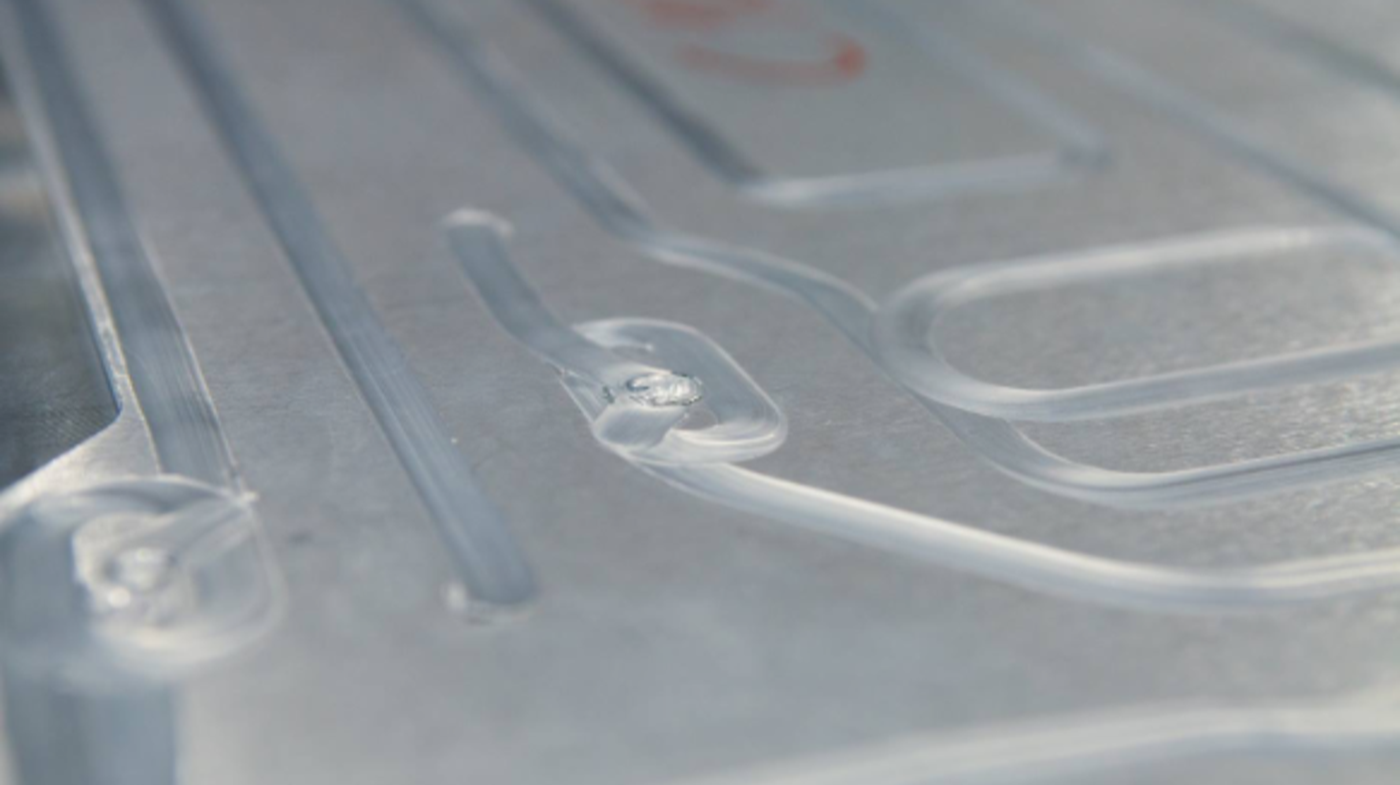
Exemplu de cusătură meandrică pentru închiderea canalelor de răcire. Cordonul de sudură joacă un rol important în cazul mașinilor electrice.
Așteptări ridicate pentru sudarea aliajelor de aluminiu
Cerințele la adresa componentelor critice de siguranță ale carcasei bateriei din mașină au fost extrem de ridicate: Cordonul de sudură trebuia să poată rezista la o presiune de spargere foarte mare, ceea ce trebuia dovedit printr-un test de rezistență. Dispozitivele speciale de prindere și scula de potrivire au trebuit să fie nou dezvoltate împreună cu parametrii de sudare. Acest lucru a fost posibil numai cu ajutorul tehnologiei FSW, deoarece trebuiau sudate diferite aliaje de aluminiu (de la aliaje forjate la aluminiu turnat sub presiune).
Sudarea prin frecare cu element activ rotitor este un proces economic și ecologic pentru un automobil cu tehnologie plug-in.
Cooperarea a fost foarte deschisă, de încredere și orientată spre obiective, iar clientul a fost surprins de rapiditatea cu care a avut loc implementarea.
Implementarea rapidă a dus la o mare satisfacție a clientului
În plus, livrarea rapidă în termen de șase luni a fost condiția pentru plasarea comenzii. Datorită expertizei KUKA în acest domeniu, toate cerințele au fost îndeplinite. Astfel, clientul și-a exprimat cea mai mare satisfacție posibilă: „Cooperarea a fost foarte deschisă, de încredere și orientată spre obiective”, a subliniat managerul de proiect Adel Ben Hassine, Sales & Proposal Engineering la KUKA, „iar clientul a fost surprins de rapiditatea cu care a avut loc implementarea.” În plus, s-a obținut și un beneficiu în ceea ce privește durabilitatea: „Uneltele au fost dezvoltate în continuare împreună cu clientul, astfel încât durata de viață a știfturilor s-a dublat.”