používate yastaralú verziu prehliadačaInternet Explorer. prosím zaktualizujte prehliadač na novšiu verziu
Hospodárné a udržitelné: Roboty KR FORTEC svařují bateriová pouzdra pro plug-in hybridní automobily
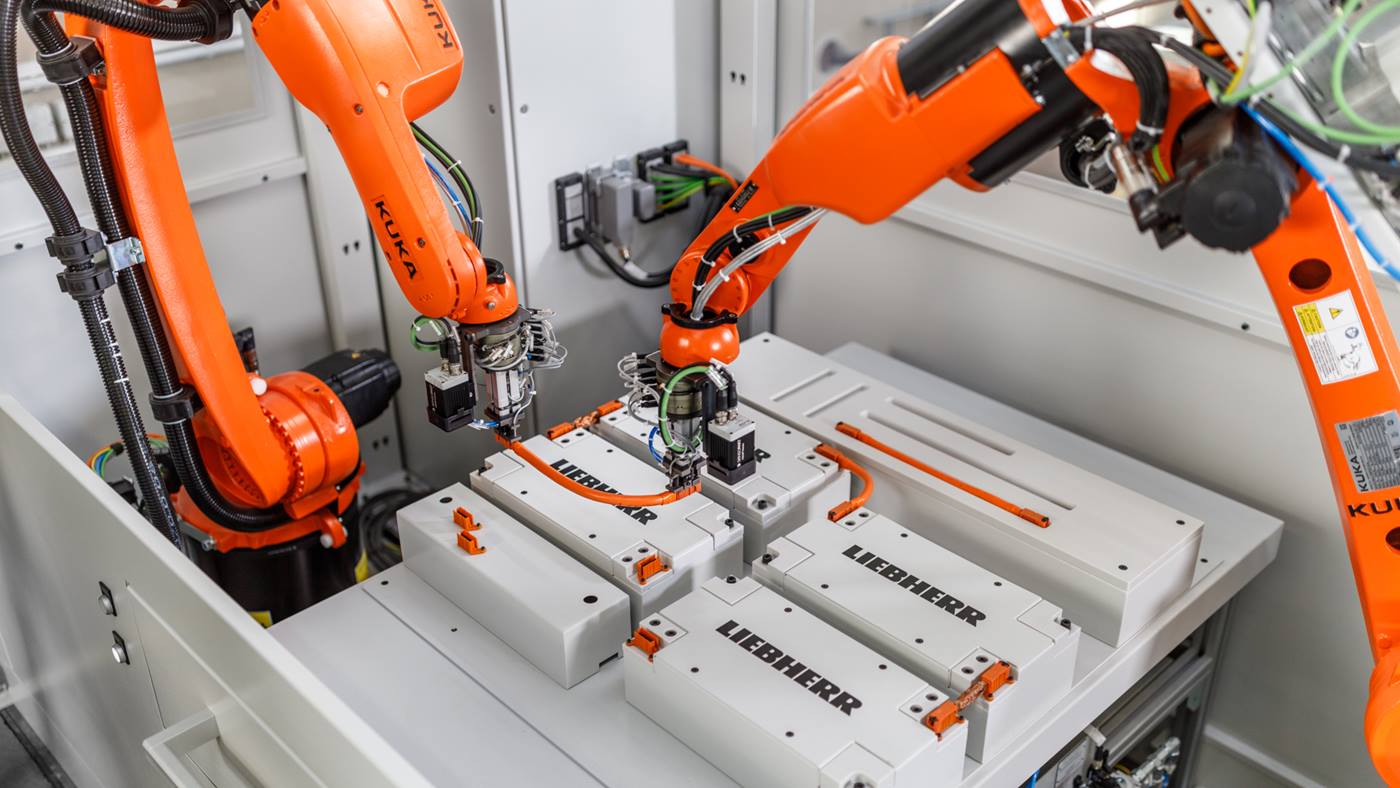
Nejvyšší kvalita svařování v kombinaci se zelenou technologií: Pro neželezné kovy s nízkou teplotou tavení a pro kovové materiály je optimálním procesem třecí svařování promíšením – také známé jako Friction Stir Welding (FSW). Společnost KUKA využila své know-how v této oblasti u velkého výrobce automobilů a dosud úspěšně uvedla do výroby tři buňky pro třecí svařování promíšením.
Obtížná záležitost: Bateriová pouzdra pro plug-in hybridní vozidla
Místo automobilu se spalovacím motorem dnes mnozí dávají přednost elektromobilitě. Co ale mnozí nevědí: Elektromobil vyžaduje „optimální teplotu“ – alespoň co se baterií týče. Neboť pouze tehdy, jsou-li tyto baterie správně temperovány, podávají optimální výkon a dosahují maximální životnosti. Lithium-iontové baterie se proto musí během provozu chladit a při nízké okolní teplotě ohřívat. Zejména u plug-in hybridních vozidel tento úkol plní chladicí systémy, které jsou integrovány do spodní části nosníku baterií. Výroba těchto pouzder je extrémně obtížná, a proto nabízí optimální využití pro robotické procesy FSW.
Friction Stir Welding: Proces svařování pro plug-in hybridní vozidla
Robotické svařování Friction Stir Welding při výrobě baterií: A tak to funguje.
Třecí svařování promíšením pro elektromobil s plug-in hybridem
To si uvědomil také jeden velký výrobce automobilů, který původně vyráběl bateriová pouzdra pomocí lepidel a šroubů. Když však tato metoda nepřinesla kýžený úspěch, bylo nutné se na trhu poohlédnout po novém řešení. Požadavky na bateriová pouzdra jsou vysoké: Musí být zaručena rovinnost montážních ploch modulu, těsnost koncových otvorů a požadavky tlakových zkoušek. Pomocí robotického třecího svařování promíšením nabídla společnost KUKA výrobci automobilů procesně spolehlivý a ekonomický způsob výroby plug-in hybridních elektromobilů, který zaručuje bezpečnost a funkčnost bateriového pouzdra.
Studie proveditelnosti pro svařování bateriových pouzder
Společnost KUKA provázela zákazníka od prvotního nápadu přes testy až po dodání. „Už jsme měli připravené prototypy, s kterými jsme provedli různé testy. V rámci studií proveditelnosti jsme prověřili vhodnost pro svařování, provedli analýzy přístupnosti a simulace procesů. Vzhledem k tomu, že všechny testy byly více než uspokojivé, nainstalovali jsme systém u zákazníka,“ vysvětluje Stefan Fröhlke, Senior Manager Process Solution FSW ve společnosti KUKA. Buňka pro třecí svařování promíšením KUKA cell4_FSW, která byla vytvořena speciálně pro rostoucí trh s elektromobilitou, díky své modulární koncepci poskytuje vedle vynikající hospodárné efektivity také maximální všestrannost a možnosti konfigurace.
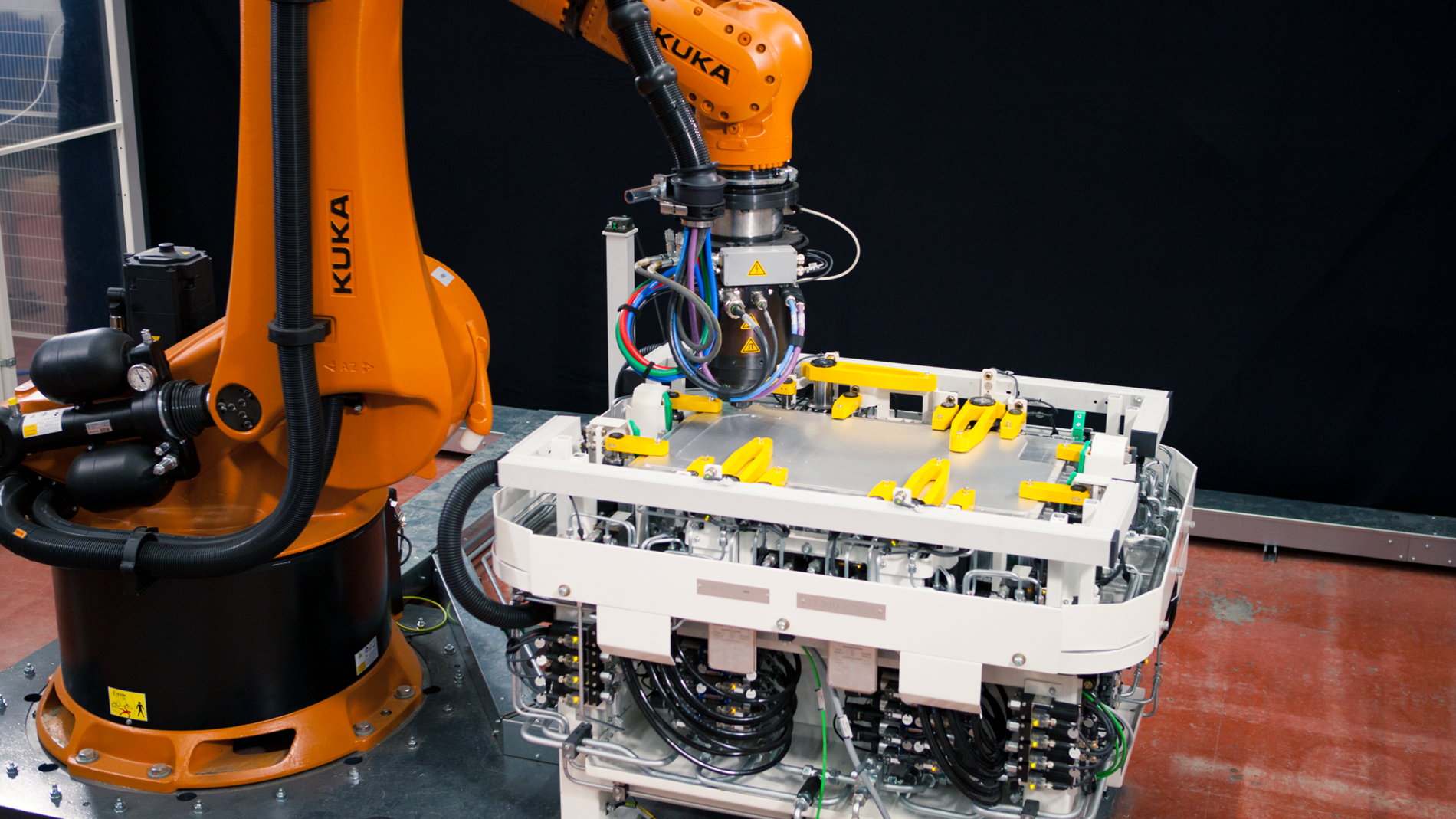
Buňka pro třecí svařování promíšením KUKA cell4_FSW nabízí maximální využití procesu díky dvěma pracovním stanicím.
V rámci studií proveditelnosti jsme prověřili vhodnost pro svařování, provedli analýzy přístupnosti a simulace procesů. Vzhledem k tomu, že všechny testy byly více než uspokojivé, nainstalovali jsme systém u zákazníka.
Výhody třecího svařování promíšením se správným nástrojem FSW
Za účelem utěsnění chladicího systému plug-in hybridních modelů je podlahová deska připojena k litému pouzdru přesně podél chladicích kanálů pomocí třecího svařování promíšením. Pro tlakově těsný obvod, který odolá střídavému tlaku, je zapotřebí velký spojovací průřez a dobře promíchaný a zhutněný šev. „Třecí svařování promíšením se ukázalo jako vhodná technologie spojování, protože komponenty se v důsledku vneseného tepla deformují co nejméně,“ vysvětluje proces Stefan Fröhlke. KUKA přitom spoléhá třecí svařování promíšením s pevným ramínkem (Stationary Shoulder Friction Stir Welding, SSFSW). To znamená, že: U této metody rotuje, jinak než u klasického třecího svařování promíšením pouze svařovací kolík ve stacionárním ramínku. Tak vzniká během posuvu podél svaru rovný, hladký povrch svaru. Snižuje se tak úsilí pro následné zpracování.
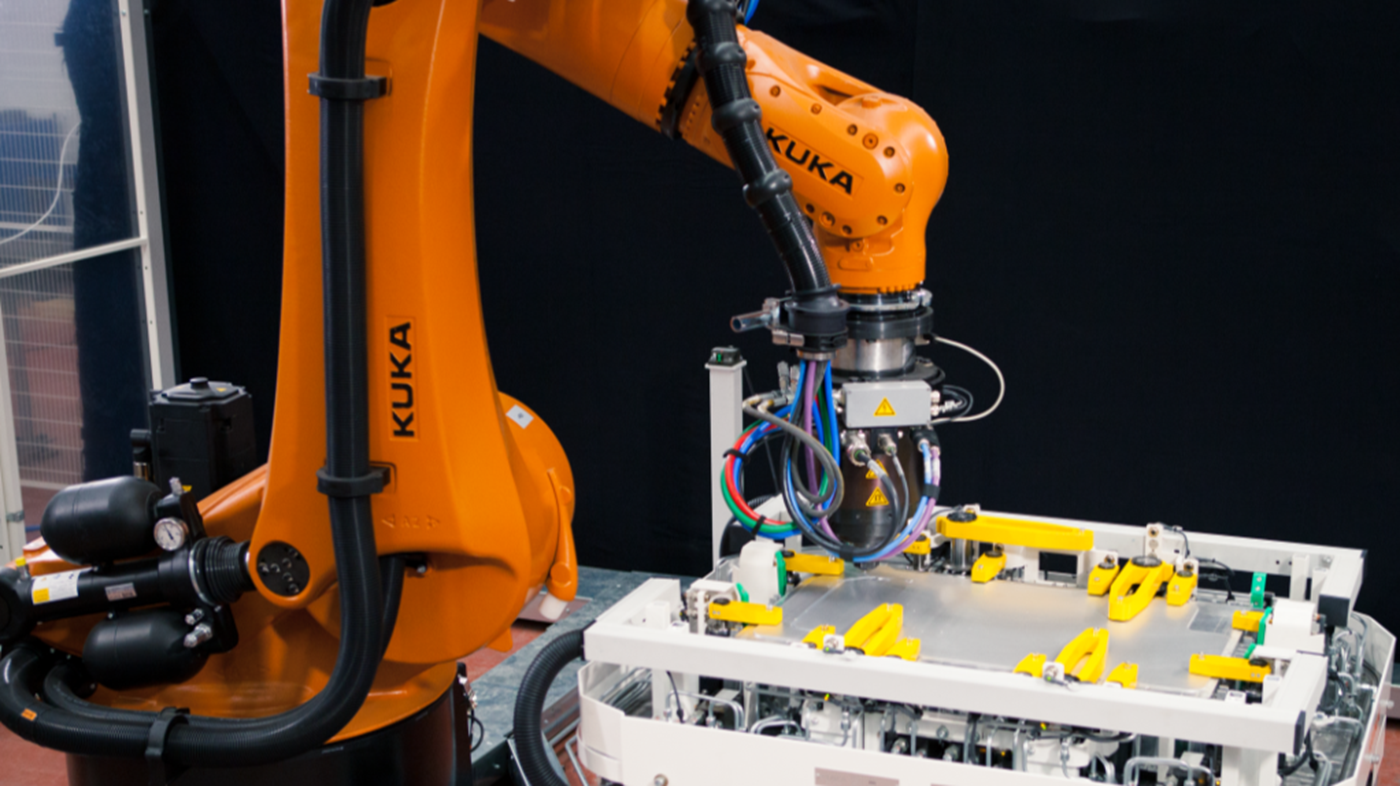
Třecí svařování promíšením je ideální pro bateriová pouzdra v elektricky poháněných vozidlech typu plug-in hybrid.
Průmysl 4.0: Transparentní zaznamenávání dat
Další výhody pro zákazníky využívající svařovací buňku KUKA cell4_FSW: Roboty s velkou nosností z řady KR FORTEC dokážou zajistit zvýšenou přesnost dráhy na velkých součástech díky vysoké tuhosti a dlouhé životnosti. „Zákazník může zároveň využít náš systém řízení procesů a dokumentace (PCD) ke sledování všech podstatných parametrů procesu a transparentně zaznamenávat údaje o kvalitě,“ zdůrazňuje manažer portfolia Till Maier. Společnost KUKA tak vytvořila základ pro integraci Průmyslu 4.0. Jednoduchá výměna dat se službou KUKA Remote Service navíc umožňuje rychlou pomoc při problémech a zabraňuje tak delším prostojům.
Ekologická jízda: Zelená technologie pro elektromobily
Proces je nejen hospodárně a kvalitativně na vysoké úrovni, ale je také považován za zelenou technologii. „Díky nízké spotřebě energie je třecí svařování promíšením šetrné k životnímu prostředí a není potřeba žádný odvod kouře ani opatření proti oslnění,“ vysvětluje Stefan Fröhlke. Tato kombinace kvality, hospodárnosti a udržitelnosti na zákazníka zapůsobila přesvědčivým způsobem.
Proces FSW spotřebovává málo energie, a proto je také trvale udržitelný.
Třecí svařování promíšením: Příběh úspěchu elektromobilů pokračuje
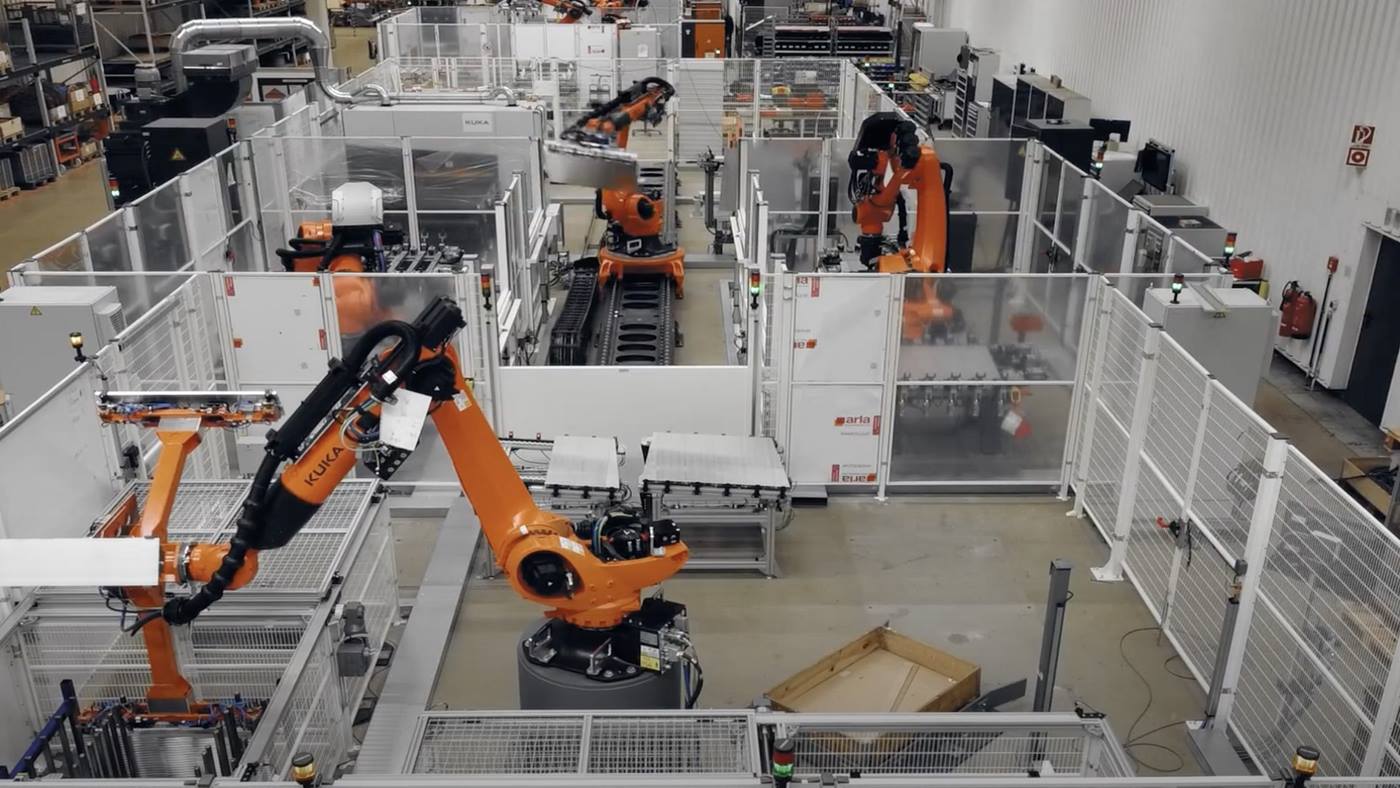
Po prototypové a testovací fázi byl první systém poprvé uveden do výroby v Německu v roce 2016 a od té doby slouží jako model pro výrobu bateriových pouzder pro elektricky poháněná vozidla v koncernu. Výrobce automobilů v rámci rozšíření kapacity třecího svařování promíšením restrukturalizoval procesní odpovědnost a předal ji své dceřiné společnosti ve Švédsku, která speciálně pro tento účel postavila novou halu. V této souvislosti byly u společnosti KUKA objednány další dvě buňky pro třecí svařování promíšením.
Nová koncepce automatizace zkracuje dobu cyklu o 25 %
První buňka se přestěhovala do Švédska v září 2020 a v květnu 2021 byly v Augsburgu předem přijaty dvě nové buňky KUKA cell4_FSW. O pouhé dva měsíce později, v červenci 2021, byly oba systémy uvedeny do provozu u zákazníka. Optimalizace oproti první buňce udělaly velký dojem na všechny zúčastněné: Automatizací komplexního hydraulického upínacího systému se celková doba cyklu včetně manipulace s komponentami zkrátila z 20 minut na 15 minut. Současně optimalizací upínacího systému došlo ke zlepšení kvality výrobku, například svaru.
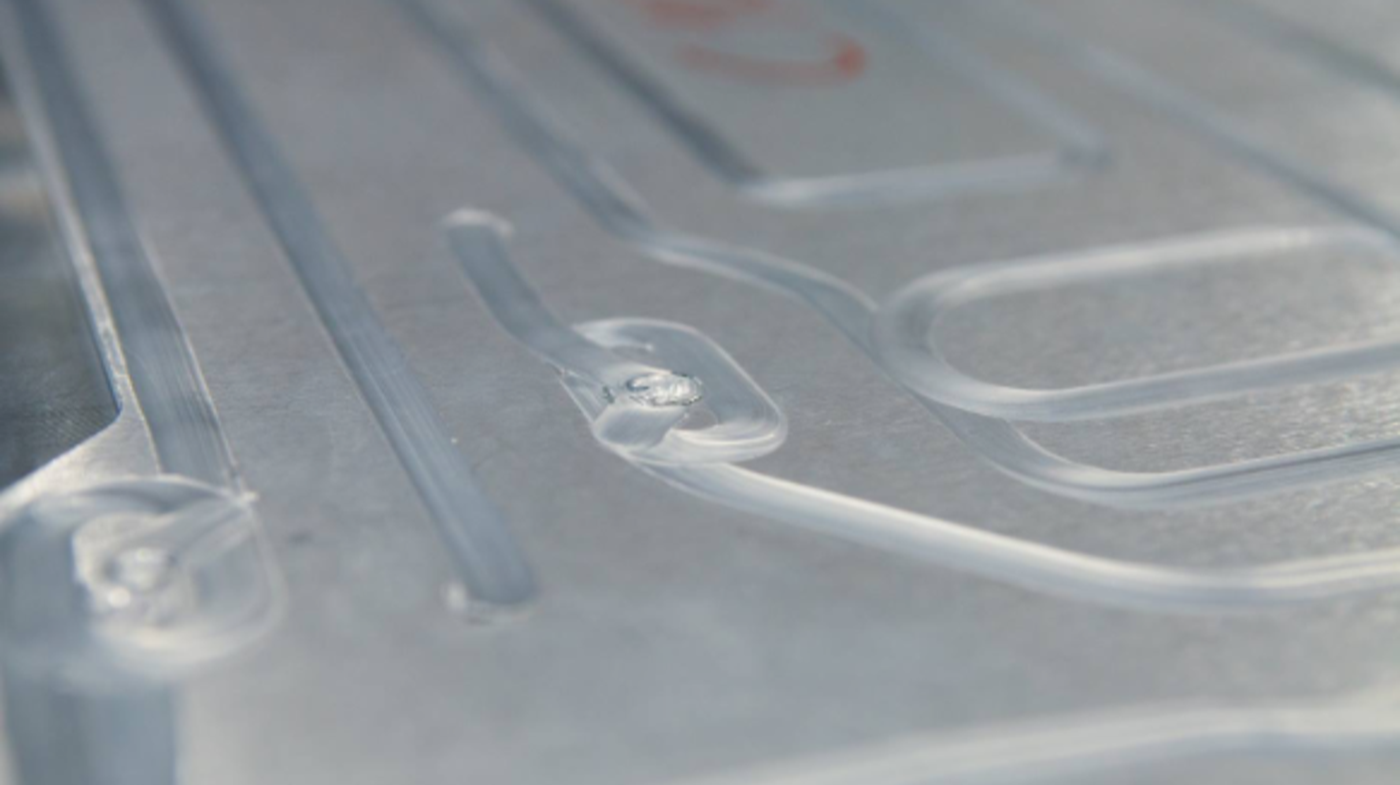
Příklad meandrového švu pro uzavření chladicích kanálů. Svar hraje u elektromobilů důležitou roli.
Vysoká očekávání pro svařování hliníkových slitin
Požadavky na bezpečnostně kritické komponenty bateriového pouzdra ve voze byly extrémně vysoké: Svar musel odolat velmi vysokému tlaku na roztržení, což bylo nutné prokázat pevnostní zkouškou. Spolu s parametry svařování bylo třeba nově vyvinout speciální upínací zařízení a vhodný nástroj. To bylo možné realizovat pouze pomocí technologie FSW, protože různé slitiny vyrobené z hliníku (tvárná slitina na tlakově litém hliníku) se musely svařovat.
Třecí svařování promíšením je hospodárný a ekologický proces pro automobily s technologií plug-in.
Spolupráce byla velmi otevřená, plná vzájemné důvěry a zaměřená na výsledek a zákazník byl nadmíru překvapen, jak rychle realizace proběhla.
Rychlá implementace znamenala maximální spokojenost zákazníka
Rychlé dodání do šesti měsíců bylo další podmínkou pro zadání objednávky. Díky odborným znalostem společnosti KUKA v této oblasti byly všechny tyto požadavky dokonale splněny. Takto vyjádřil zákazník maximální spokojenost: „Spolupráce byla velmi otevřená, plná vzájemné důvěry a zaměřená na výsledek,“ zdůraznil vedoucí projektu Adel Ben Hassine, Sales & Offer Engineering ve společnosti KUKA, „a zákazník byl nadmíru překvapen, jak rychle realizace proběhla.“ Kromě toho bylo dosaženo dalšího benefitu co do trvalé udržitelnosti: „Nástroje byly dále vyvíjeny společně se zákazníkem tak, že životnost pinů se nyní zdvojnásobila."