Az Internet Explorer kereső egy régebbi verzióját használja. Az optimális megjelenítés érdekében kérjük, frissítse keresőjét.
Robotalapú kavaró dörzshegesztés az e-mobilitás elősegítésére
A jövőt jelentő e-mobilitás terén nem csak a járművek hatótávolsága és teljesítőképessége a döntő tényező. Döntő tényező még a járművek ökonómiai kivitele és új, innovatív járműkoncepciók alkalmazása.
Kavaró dörzshegesztés az elektromos mobilitás elősegítésére
A kavaró dörzshegesztésben szerzett folyamatismerete révén a KUKA az autóipar fontos partnerévé vált. E technológiának köszönhetően egyrészt optimalizálható az akkumulátorok hőmérsékletének alakulása, másrészt a tárolóburkolatok komplex rendszere gazdaságosan kialakítható.
Az e-autók – elsősorban az akkumulátoruk – olyan hőmérsékletet igényelnek, amely mellett „jól érzik magukat”. Csak megfelelő hőmérséklet esetén képesek maximális élettartam mellett optimális teljesítményre. Ezért az akkumulátorokat üzemeltetés közben hűteni, illetve alacsony környezeti hőmérséklet esetén melegíteni kell. Ezt a funkciót általában – különösen a hibrid járműveknél – az akkumulátortartó aljába épített hűtőrendszerek látják el. Ennek a burkolatnak az elkészítése különösen problémás. A kavaró dörzshegesztési eljárás terén szerzett többéves tapasztalatának köszönhetően a KUKA fontos know-how birtokába jutott.
A hibrid járművek hűtőrendszerét egy padlólemez és az öntöttvas burkolat összehegesztésével lezárják. Ennek következtében egy olyan nyomásálló keringetőrendszer jön létre, amely ellenáll nyomásváltozás hatásának. Ehhez nagy méretű csatlakozási keresztmetszetre, valamint jól elegyített és tömörített varratra van szükség. A komponenseknek hőhatásra lehetőleg csak kis mértékben szabad vetemedniük. A kavaró dörzshegesztés alkalmas illesztési technológiának bizonyult.
Hegesztés a zöld technológia segítségével
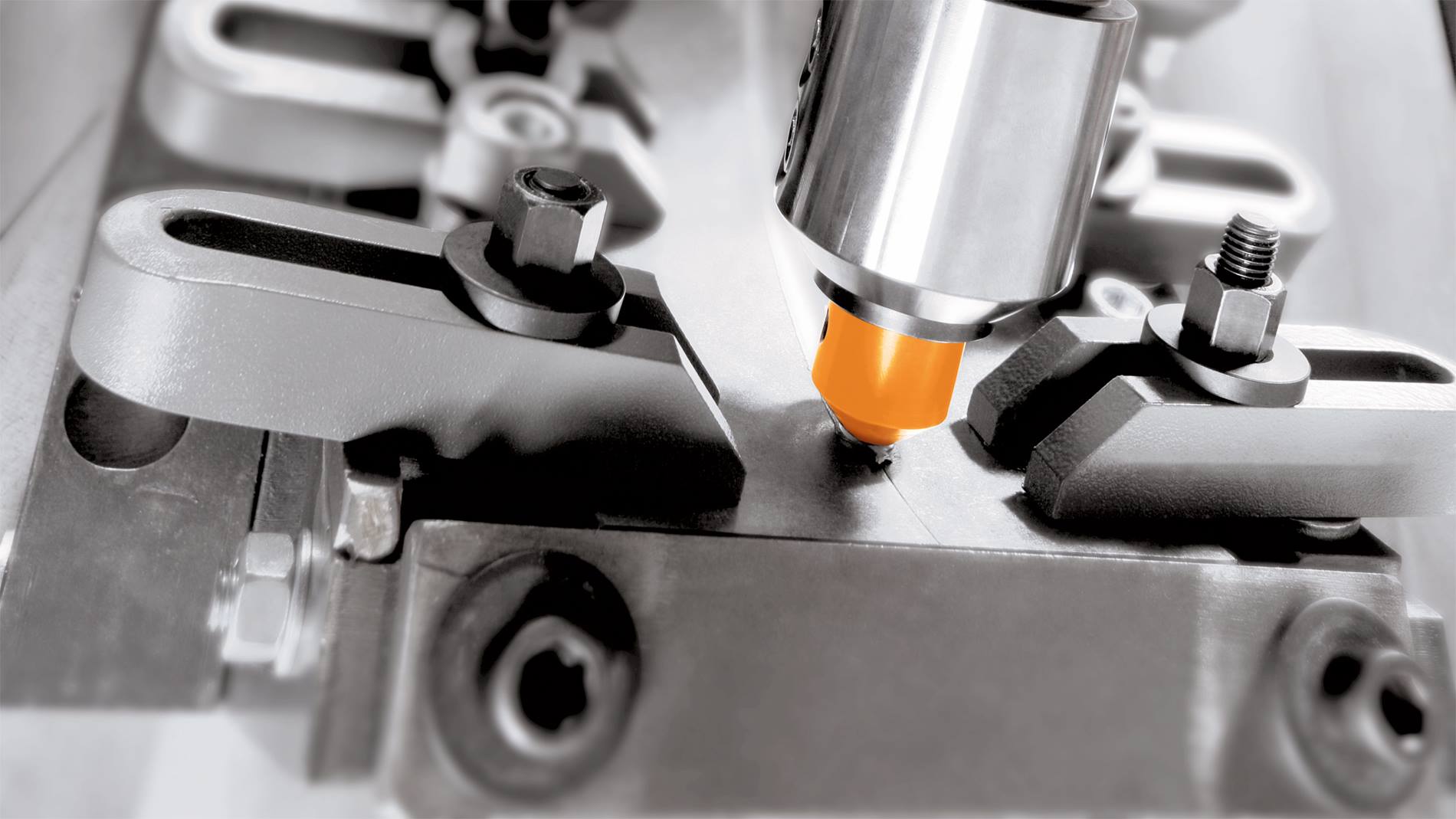
Az eljárás különösen alkalmas különböző, alacsony olvadáspontú alumínium-ötvözetek és más nem vasas fémek minőségi illesztésére. Kavaró dörzshegesztéskor egy forgó szerszám a munkadarabok összekapcsolódási területén végighalad, ennek hatására a szilárdan befeszített illesztendő részek között súrlódási hő keletkezik – a hagyományos eljárással szilárdabb és teherbíróbb kötés jön létre. A hegesztési varratok az alkatrészek kialakításától függően meander vagy átfedő stichvarrat formájában hozhatók létre.
Példa meandervarratra
További előny: Az eljárás kevés károsanyag-kibocsátással és csekély energiafelhasználással jár. Az illeszteni kívánt elemeket nem szükséges előkezelni. A kavaró dörzshegesztés ezért zöld technológiaként is jellemezhető.
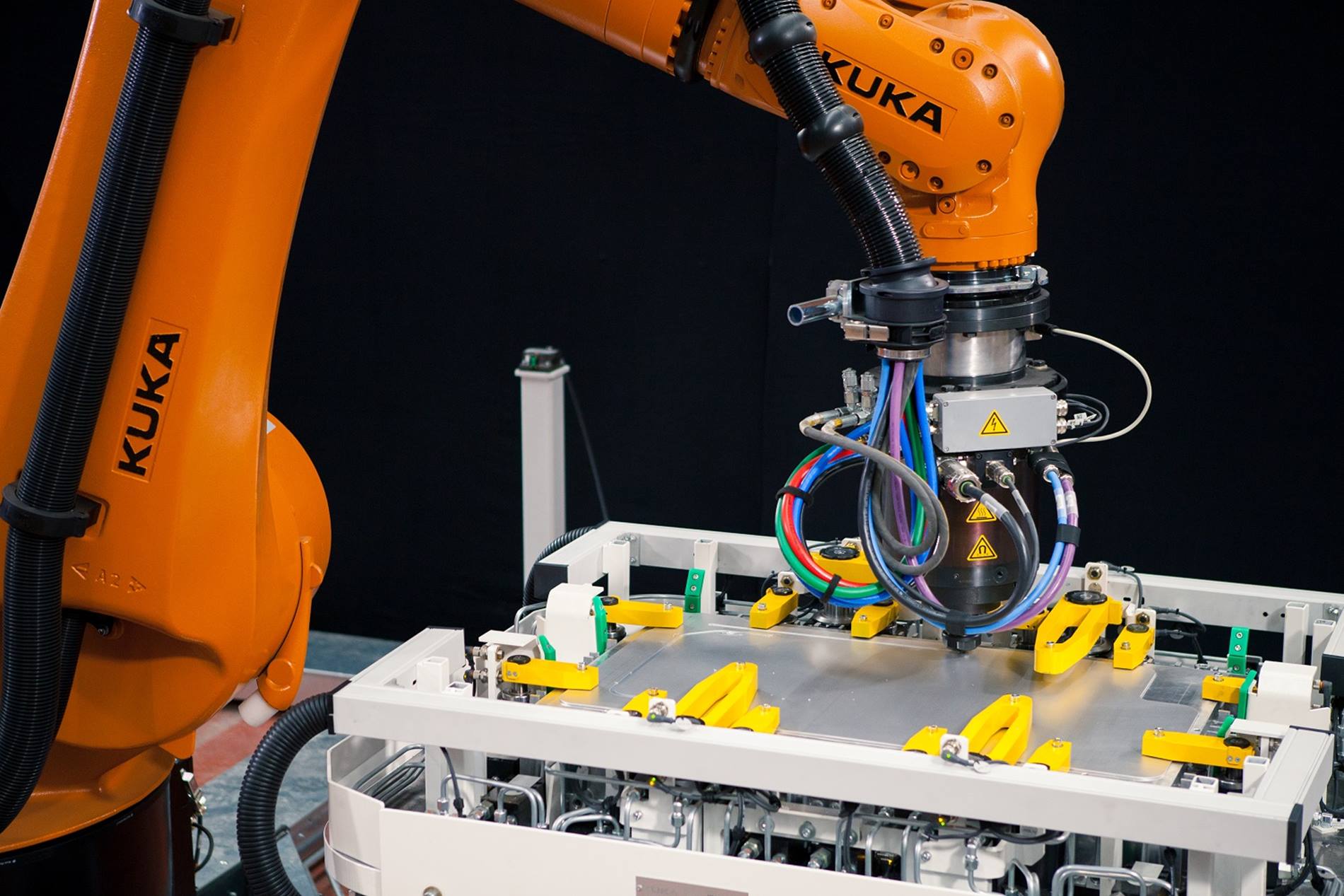
Kavaró dörzshegesztési cella akkumulátorházhoz
Az illesztéstechnika folyamatának ismerete
Ezt a technológiát nem csak a hibrid járművek hűtőrendszereinél, hanem a tisztán elektromos autók tárolóburkolatainak gyártásakor is egyre gyakrabban alkalmazzák. Ebben az esetben a burkolat a padló nagy területét foglalja el, és rendszerint a tengelyek között található. Néhány gyártó a tárolóburkolatot külön szereli fel. Az újabb tervezési megoldások ezzel szemben olyan szerkezeti elemeket alkalmaznak, amelyekbe beépítésre kerül a jármű tárolóburkolata. Ezért ezeknek a szerkezeteknek rendkívül erőseknek kell lenniük. Két megoldás lehetséges: Keretprofilok keresztrudakkal, amelyeket alumíniumlemezből készült padlólemezzel kell összehegeszteni, vagy összehegesztett duplafalú extruderprofilokból álló padlólemez.
Az elülső és a hátulsó résznek a tárolóburkolathoz kötésekor alumíniumból készült, már szétválasztott nyomásos öntvényeket kell alkalmazni – ami a tárolóburkolatok esetében az illesztési technikával szemben magas szintű követelményeket tételez fel. Itt ismét előtérbe kerül a KUKA folyamatismerete. Ha ilyen követelményeknek kell megfelelni, akkor a kavaró dörzshegesztés ideális megoldás. Az alkatrészek és a gyártóeszközök kialakításakor azonban figyelembe kell venni bizonyos sajátosságokat, mint például a nagy folyamaterőt és az áthidalható hézagokat.
Kavaró dörzshegesztés rögzített alátámasztással
A tároló és elektronikai burkolatok komplex varratainak kivitelezésekor a KUKA – különösen az autógyártás igényeinek kielégítése érdekében – rögzített alátámasztással történő kavaró dörzshegesztést (Stationary Shoulder Friction Stir Welding, SSFSW) alkalmazza. Ennél az eljárásnál a klasszikus kavaró dörzshegesztéstől eltérően csak a hegesztőpálca forog egy rögzített tartón. A rögzített tartón keresztül az előtolási mozgás közben a hegesztési varrat mentén egyenes, sima varratfelület jön létre. Ez az eljárás szintén csökkenti az utómunkálatok miatti ráfordításokat.
Robotokon alapuló kavarásos dörzshegesztési megoldások
Folyamat-ellenőrzési és dokumentációs rendszer
A szakértők biztosak abban, hogy: Az elektromos mobilitás jelentőségének növekedése következtében az előttünk álló években a kavarásos dörzshegesztést alkalmazó gyártóberendezések piaci lehetőségei is bővülni fognak. A KUKA lehetővé teszi, hogy az autóipar ezt az illesztési eljárást gazdaságilag észszerű módon beépíthesse a gyártási folyamatba. Ugyanakkor az ügyfelek nyomon követhetik valamennyi lényeges folyamatparamétert, és átlátható módon megismerhetik a minőségre vonatkozó adatokat. Ezen a téren a KUKA egy folyamat-ellenőrzési és dokumentációs rendszer (PCD) létrehozásával megalapozta az Ipar 4.0-val történő integrációt.