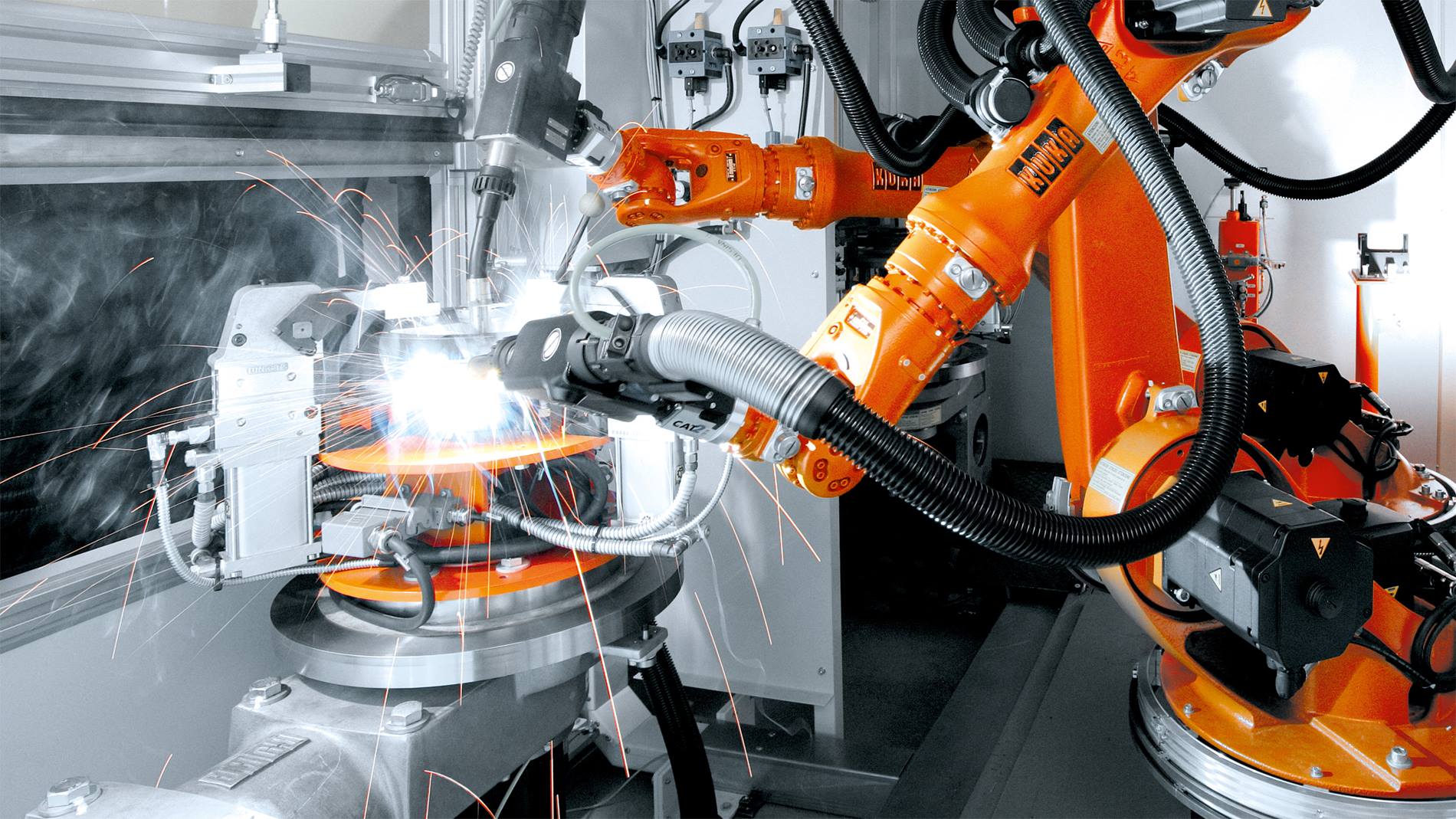
Always one step ahead: Arc welding with KUKA
Arc welding is one of the most popular welding processes in industrial settings because of its speed and ability to process many metallic materials. In addition to conventional welding functions, we at KUKA – as a thought leader and trailblazer in the field of automation – also offer long-term security of investment through the smart capability of integration into the digital and networked world of production. The result is greater effectiveness and flexibility throughout the entire value chain in industrial welding.